



我们的数控钢筋剪切生产线支持定制视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
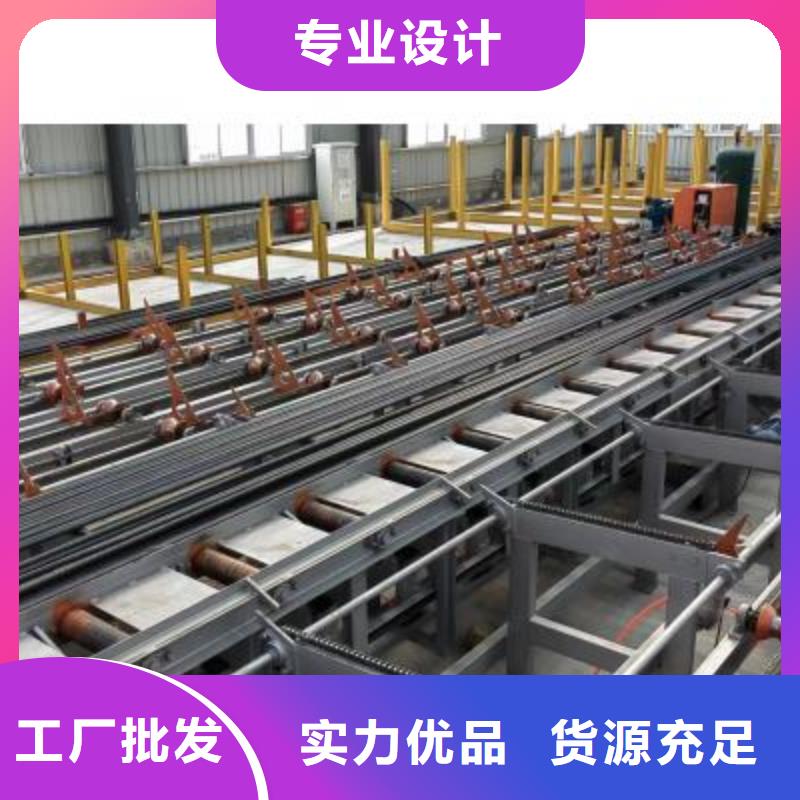
以下是:数控钢筋剪切生产线支持定制的图文介绍

建贸机械 有限公司遵循诚信经营,货真价实,优质服务的宗旨,赢得了用户,拓展了市场,建立了广泛的 河南信阳智能张拉机厂家销售网络,具有一定的认知度。
我公司可根据客户要求定制 河南信阳智能张拉机厂家,交货期短,送货快,我们以低的利润、好的质量、快的速度来赢得您的信赖,达到“互惠双赢”!


数控带锯床送的材料尺寸不准的原因
数控带锯床送的材料尺寸不准原因: 这要看你的带锯床是如何送料定位的~是采用伺服送料定位或光栅尺定位或限位开关定位不同的定位方式有不同的问题。采用上述举例的切削用量是较为合理的
影响带锯床锯削送料的精度的原因: 对带锯床来说,根据压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 变普通带锯床下料长度时,由于需调整送料长度标尺,操作也比较繁琐。卧式带锯床工业的存在的许多疑问每个工作都有本身的特征
金属带锯床常见毛病及处理方法



切屑黏结在齿尖。
俗称“切屑焊点”
1、切削液不当或根本无切削液
2、切削液水、油比例失调
3、锯带线速度太快、进给太猛
4、清屑刷磨损
5、选齿失误 1、选择正确的切削液
2、调节水、油比例
高合金5:1;低合金、碳钢10:1
3、适当减小锯带线速度,调节进刀量/进给量
4、更换清屑刷
5、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
背部出现T形截面(蘑菇状) 1、进给太大
2、导向臂分开太宽
3、锯轮、法兰与锯带磨擦太大
4、锯齿太小,不适合下料工件
5、导向部分磨损或被卡死
6、锯带张力不够 1、适度减小进给量
2、调整导向臂在适当位置
3、调整锯轮,磨擦
4、根据工件大小,几何形状选齿
5、调节张力,更换导向块
6、适当增大锯带张力
俗称“切屑焊点”
1、切削液不当或根本无切削液
2、切削液水、油比例失调
3、锯带线速度太快、进给太猛
4、清屑刷磨损
5、选齿失误 1、选择正确的切削液
2、调节水、油比例
高合金5:1;低合金、碳钢10:1
3、适当减小锯带线速度,调节进刀量/进给量
4、更换清屑刷
5、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
背部出现T形截面(蘑菇状) 1、进给太大
2、导向臂分开太宽
3、锯轮、法兰与锯带磨擦太大
4、锯齿太小,不适合下料工件
5、导向部分磨损或被卡死
6、锯带张力不够 1、适度减小进给量
2、调整导向臂在适当位置
3、调整锯轮,磨擦
4、根据工件大小,几何形状选齿
5、调节张力,更换导向块
6、适当增大锯带张力

