


我们为您呈现了【方矩管无缝方管定制速度快工期短】产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:【方矩管无缝方管定制速度快工期短】的图文介绍


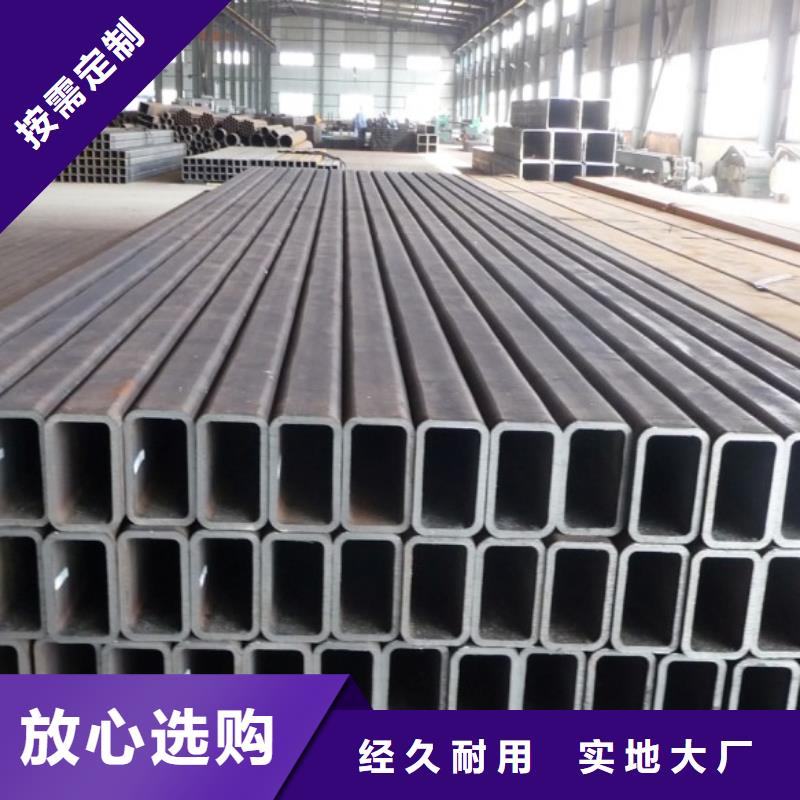
镀锌方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于2000mm的短尺和非定尺产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kg/m的方矩管应不超过总交货量的10%。
镀锌方矩管的弯曲度每米不得大于2mm,总弯曲度不得大于总长度的0.2%。执行标准编辑GB/T6728-2002,GB/T6725-2002, GBT3094-2000,JG 178-2005, ASTM A500 JIS G3466,EN10210或技术协议。代表材质Q235A,Q235BQ345B等。
主要用于输送水、煤气、空气、油和取暖热水或蒸汽,用途仅限于一般较低压力流体。低压流体输送用镀锌焊接方管,标准号为GB/T3092-2008。代表材质同上。主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体,方管外表采用热镀锌或是冷镀锌防腐工艺。
矿用流体输送焊接方管,标准号我GB/T14291-2000。代表材质Q235A、B级钢,主要用于矿山压风、排水、轴放瓦斯用直缝焊接方管。低压流体输送用大直径电焊方管,标准号为GB/T14980-1994。代表材质Q235AB级。主要用于输送水、污水、煤气、空气、采暖蒸汽等低压流体
镀锌方矩管的弯曲度每米不得大于2mm,总弯曲度不得大于总长度的0.2%。执行标准编辑GB/T6728-2002,GB/T6725-2002, GBT3094-2000,JG 178-2005, ASTM A500 JIS G3466,EN10210或技术协议。代表材质Q235A,Q235BQ345B等。
主要用于输送水、煤气、空气、油和取暖热水或蒸汽,用途仅限于一般较低压力流体。低压流体输送用镀锌焊接方管,标准号为GB/T3092-2008。代表材质同上。主要用于输送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体,方管外表采用热镀锌或是冷镀锌防腐工艺。
矿用流体输送焊接方管,标准号我GB/T14291-2000。代表材质Q235A、B级钢,主要用于矿山压风、排水、轴放瓦斯用直缝焊接方管。低压流体输送用大直径电焊方管,标准号为GB/T14980-1994。代表材质Q235AB级。主要用于输送水、污水、煤气、空气、采暖蒸汽等低压流体



国耀宏业钢铁有限公司位于经济开发区国耀宏业钢铁。交通便利,地理位置优越!具有良好的生产经营环境。公司本着“专业造就精品,诚信赢得未来”管理理念,以先进的生产装备,“以质兴业,以优取胜”,面向产品的多元化,国际化迈进。公司始终坚持以市场为导向,以满足客户需求为宗旨,通过科技创新,不断研发及引进国内外先进的技术及设备;真正为客户做到质量保证、供货及时、售后!本着分工合作、共享俱荣的服务理念,必将与您成为永远的朋友,忠实的伙伴,期待与您共同发展!主要产品为: 陕西槽钢系列产品。


方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于2000mm的短尺和非定尺产品,也可以接口管形式交货,但需方在使用时应将接口管切除。在社会各界的支持下、在的带领下,工贸经过不懈努力,已经呈现出良好的发展态势,不断取得可喜成绩,赢得了市场的认可。
电镀是利用电解的原理,通过金属离子的电解过程在产品表面沉积一层金属或合金层,以改变产品表面物理和化学性能,终使得镀锌方矩管具有耐磨性、装饰性和耐冲击性等,此外还能够根据具体产品的特殊要求而涂覆某种特定的镀层,如光能性和电磁性镀层等,这样可。
1.焊接技术,改进焊接工艺和材料通过焊接技术,使焊接操作实现机械化、自动化、人与焊接环境相隔离,从根本上电焊作业对的危害。通过改进焊接工艺,如合理设计焊接容器的结构,采用单面焊、双面成型新工艺,避免焊工在通风极差的容器内进行焊接,从而大大地改善焊工的作业条件;再如选用具有电焊烟尘离子荷电就地技术的CO。
保护电焊工艺,可使80%~90%的电焊烟尘被在工作表面,实现就地净化烟尘,电焊烟尘污染。由于电焊产生的危害大多与焊条药皮成份有关,所以通过改进焊条材料,选择或低毒的电焊条,也是降低焊接危害的有效措施之一。3.加强个人防护措施加强个人防护,可以防止焊接时产生的有体和粉尘的危害。
电镀是利用电解的原理,通过金属离子的电解过程在产品表面沉积一层金属或合金层,以改变产品表面物理和化学性能,终使得镀锌方矩管具有耐磨性、装饰性和耐冲击性等,此外还能够根据具体产品的特殊要求而涂覆某种特定的镀层,如光能性和电磁性镀层等,这样可。
1.焊接技术,改进焊接工艺和材料通过焊接技术,使焊接操作实现机械化、自动化、人与焊接环境相隔离,从根本上电焊作业对的危害。通过改进焊接工艺,如合理设计焊接容器的结构,采用单面焊、双面成型新工艺,避免焊工在通风极差的容器内进行焊接,从而大大地改善焊工的作业条件;再如选用具有电焊烟尘离子荷电就地技术的CO。
保护电焊工艺,可使80%~90%的电焊烟尘被在工作表面,实现就地净化烟尘,电焊烟尘污染。由于电焊产生的危害大多与焊条药皮成份有关,所以通过改进焊条材料,选择或低毒的电焊条,也是降低焊接危害的有效措施之一。3.加强个人防护措施加强个人防护,可以防止焊接时产生的有体和粉尘的危害。


