




绗磨油缸管视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:绗磨油缸管的图文介绍
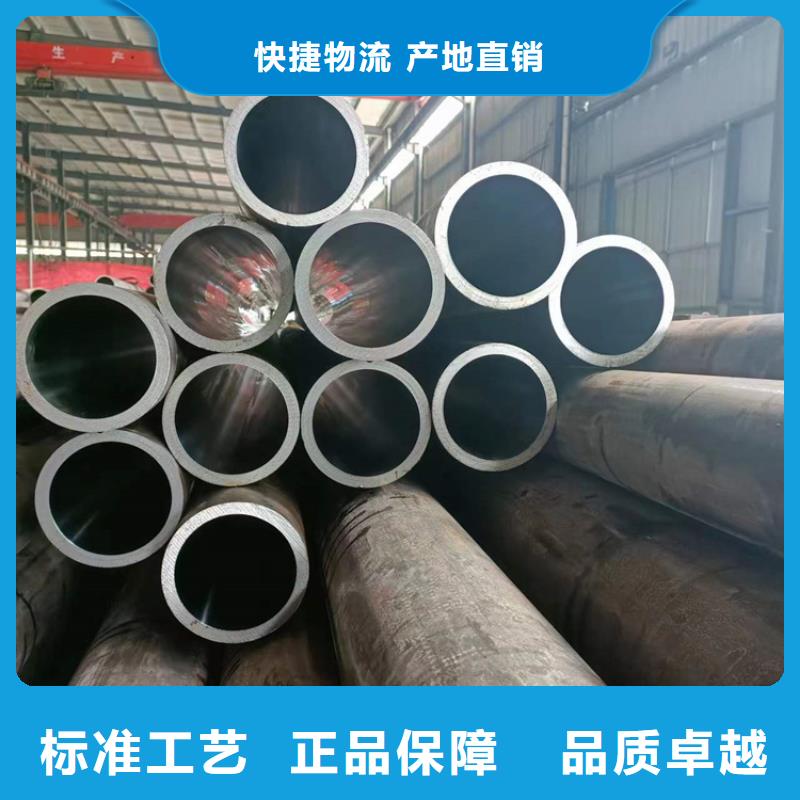
广东阳江珩磨管油缸管绗磨管相关参数:
可生产规格内径≥20mm,单支长度12米以内,直线度0.2~0.5mm/m,内径公差≤0.1mm,内孔粗糙度0.2~1.6μm。
珩磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。
珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。
近年来应用塑料(金刚砂)混合压制成的珩磨工,根据不同用途可压制各种形状,使珩磨不仅能用于加工内孔,并能加工外圆、平面、球面及各种特形表面,如外圆表面化的珩磨工具为柱形珩轮,齿轮的珩磨工具为磨料齿轮。
滚压管


广东阳江珩磨管油缸管绗磨管油缸管结构及技术要求介绍油缸管结构及技术要求介绍滚压管
1、 结构分析:
1、 φ50mm×770mm本身的圆度公差为0.005mm。
2、左端M39×2-6g螺纹精密油缸钢管φ50mm中心线同轴度公差为φ0.05mm。
3.1:20锥轴与精密油缸钢管φ50mm中心线的同轴度公差为φ0.02mm。
4.1:20锥面本身的圆跳动公差为0.005mm。5.1:20锥面着色检查,接触面积不小于80%。
5、 φ50mm×770mm表面氮化,氮化层深度0.2~0.3mm,表面硬度62~65hrc。



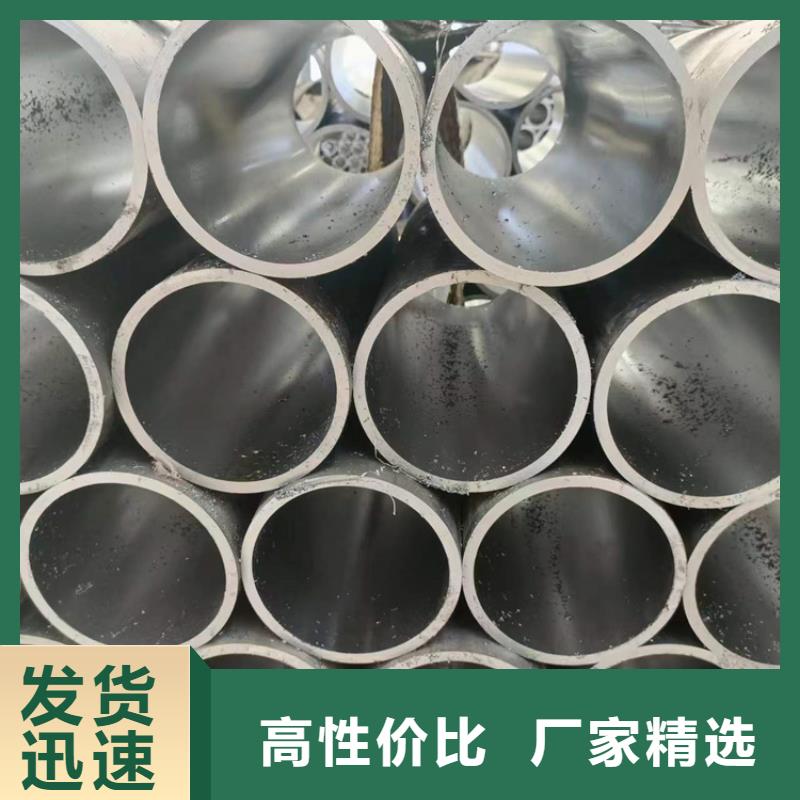
广东阳江珩磨管油缸管绗磨管绗磨管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
冷拔油缸管热轧精密钢管是由连铸圆坯或初轧坯经步进梁式加热炉加热,高压水除鳞后送入粗轧机。粗加工材料被切割、尾随,然后送入精轧机进行计算机控制轧制。精轧后,经层流冷却,用卷取机卷取,形成直卷。直发卷发的头尾一般呈舌形和鱼尾形,粗细和宽度的准确性较差。卷重,内径760mm。直发钢卷经切头、切尾、切边、多道次矫直调平等精整线处理后,可再次切割或复卷,成为热轧钢板、热轧扁钢卷、纵剪带钢等产品。通过酸洗去除氧化皮并涂上油,可将热轧精轧钢卷制成热轧酸洗钢卷。滚压管



安达液压机械有限公司主要经营销售: 广东阳江不锈钢油缸管,我单位凭借良好的信誉,完善的服务、充足的货源为您提供每一支优质的产品!本公司郑重向您承诺:保证以z u i好的质量,以z u i低的价格,z u i完善的售后服务,来答谢新老客户。


广东阳江珩磨管油缸管绗磨管 珩磨管淬火开裂与工件的形状有密切的关系,钢件形状影响珩磨管淬火应力的大小和分布。工件上的缺口、尖角、沟槽、孔穴及断面急剧变化的部位都是珩磨管淬火内应力集中处,是断裂的危险部位。 加热不当 工件在热处理时的加热温度、保温时间和加热设备(炉内气氛)等均能成为珩磨管淬火裂纹的诱因。珩磨管淬火加热温度愈高,淬裂倾向愈大。珩磨管淬火温度升高,加热保温时间延长,使奥氏体晶粒长大,则珩磨管淬火马氏体粗化、脆化,断裂强度降低,这是淬裂倾向增大的根本原因。不容易发生淬裂的加热炉是真空炉,其次按电炉、盐浴炉、火焰炉的顺序排列易于产生珩磨管淬火裂纹。重油炉、燃煤炉等火焰炉是容易发生淬裂的炉型。滚压管



