



想知道双金属不锈钢复合板价格合理产品为何如此受欢迎?观看视频,答案自在其中。
以下是:双金属不锈钢复合板价格合理的图文介绍
惠宁金属制品有限公司是广西玉林 具有代表性的 广西玉林不锈钢复合板、不锈钢焊管、304不锈钢焊管、201不锈钢焊管企业,生产的 广西玉林不锈钢复合板、不锈钢焊管、304不锈钢焊管、201不锈钢焊管产品在全国多个城市拥有成功案例,看完本篇文章的详细介绍之后,如果有意向购买 广西玉林不锈钢复合板、不锈钢焊管、304不锈钢焊管、201不锈钢焊管,请致电我们将给您更优质的售后。


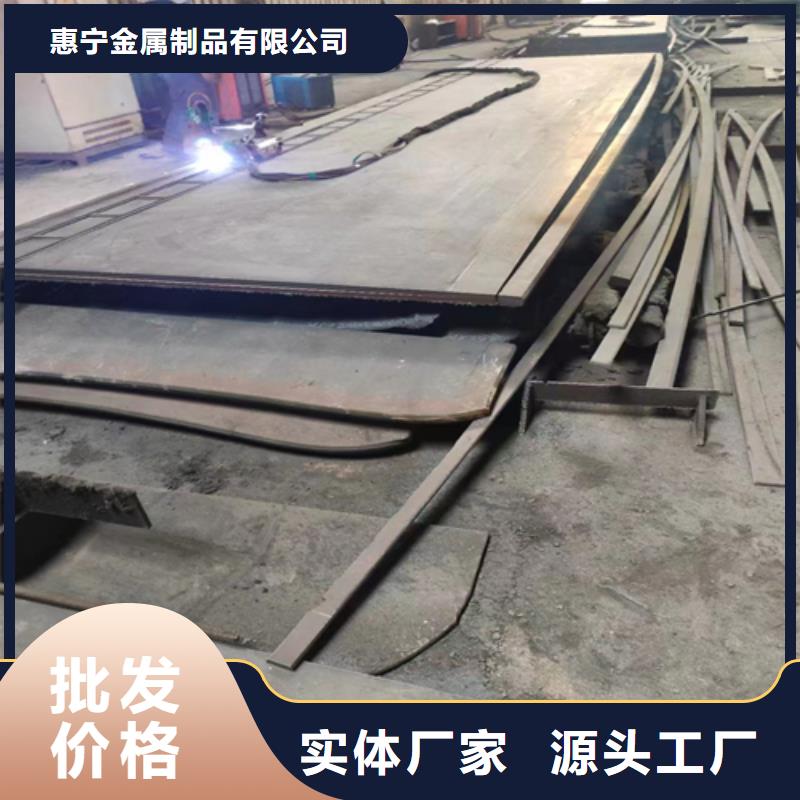
广西玉林双相不锈钢复合板 235+2205不锈钢板在行走通道加装遥控喷淋装置该公司二车间打砸间南侧的行走通道面积较大,且处在风口,作业过程中容易造成扬尘,对周边环境产生不利影响。针对这一问题,二车间职工向该公司管理部门提出“在行走通道加装遥控喷淋系统”的建议。建议经采纳后,他们在总长为60米的通道内,每间隔12米设置一个喷淋装置,并将水管直接架在离地面500毫米处,便于后续的保养,并采用电磁阀开关遥控,方便职工能及时开启喷淋,有效抑制了扬尘。在钢渣提质线整改刮料器随着该公司环保工作持续推进,其生产物料的含水量也逐渐,导致物料时常粘在皮带上,并顺着皮带移动而下落,由此造成的物料积量每天可达5吨左右。该公司过去使用的刮料器,是职工用输送带自制的,使用了没几天就变得松散,不能有效清理输送带上的粘料。针对这一现象,二车间职工向该公司管理部门提出“整改提质线皮带刮料器”的建议,将自制的刮料器改为长800毫米的聚氨酯刮料器。经整改后,新的刮料器能及时有效地清理输送带上的粘料,每天的物料积量也由大约5吨降低至1吨左右,大大改善了车间工作环境



广西玉林不锈钢复合板1)基层的焊接
焊接基层焊道不得涉及和融化复材,先焊基材时,其焊道根部或表面应距复合界面
1-2mm。焊缝余高应切合相关标准的规定。视基材厚度、钢种以及构造等要素,必需时可采
用适合的预热。
( 2)过渡层的焊接
焊接过渡层时, 要在保证熔合的前提下尽量减少基材金属的熔入量降低熔合比。 为
此应采纳较小直径的焊条或焊丝以及较小的焊接线能量。过渡层的厚度应不小于 2mm。
( 3)复层的焊接
在焊接复层时, 要注意保护复层的表面, 防备焊接飞溅物损害复层表面, 不得在复层表
面任意引弧、焊接卡兰、 吊环及暂时支架等。 复层焊缝表面应尽可能与层表面保持平坦、光
顺。对接焊缝余高不大于 15mm。
(四)焊后热
1、退火:能够减小不锈复合钢表面的剩余应力,可是在不锈复合钢中,焊接接头
的不锈钢一侧和碳钢一侧的物理化学和力学性能有很大差别, 即奥氏体不锈钢的线膨胀系数
比碳钢大得多, 在退火后的冷却过程中会产生热应力, 因此退火其实不可以达到完整除去不锈钢
剩余拉伸应力的预期成效。 但在相当高的温度下退火时, 因为焊缝金属在常温下的折服应力
降低, 使不锈钢部分的剩余拉伸应力有必定的降低。 此外, 退火能够除去基层部分的剩余应
力。



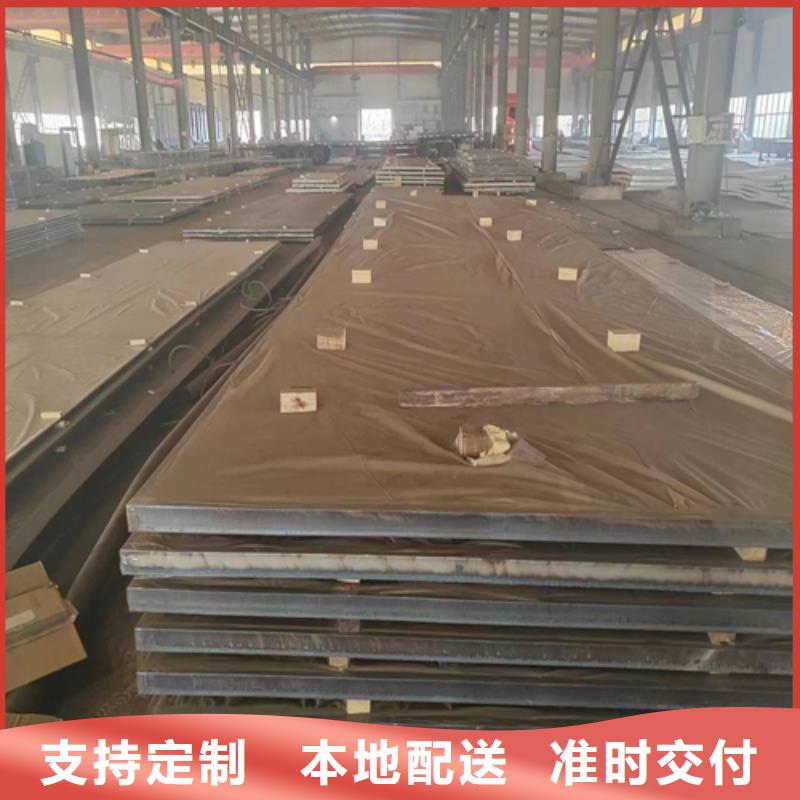
广西玉林不锈钢复合板 大量现货 可根据客户要求生产本规程由复合板生产主管制定,对在焊接制作不锈钢复合板制品的相关单位具有协调、指导作用。
5、管理内容
5.1、焊接材料的选择
5.1.1焊接材料选用原则
5.1.1复层材料的选用应保证熔敷金属的合金元素的含量不低于复层材料标准规定的下限值。
5.1.2 过渡层的焊条宜选择25%Cr-13%Ni型或25%Cr-20%Ni型以补充基层对复层的稀释,对复层含钼的不锈钢复合板,应采用25%-13%Ni-Mo型焊条。
5.1.2 常用不锈钢复合板焊接材料可按表5.1.2-1、5.1.2-2选取。
表5.1.2-1 常用不锈钢复合板过渡层及复层焊接材料的选用
复层材质 过渡层焊接 复层焊接焊条牌号 焊条型号 焊条牌号 焊条型号 焊丝钢号
0Cr18Ni9 A302
A307
A062
A402
A407 E309-16
E309-