


我们的现场实拍视频将带您走进DN20衬塑钢管产品的世界,产品视频细节之美一览无余!
以下是:DN20衬塑钢管的图文介绍

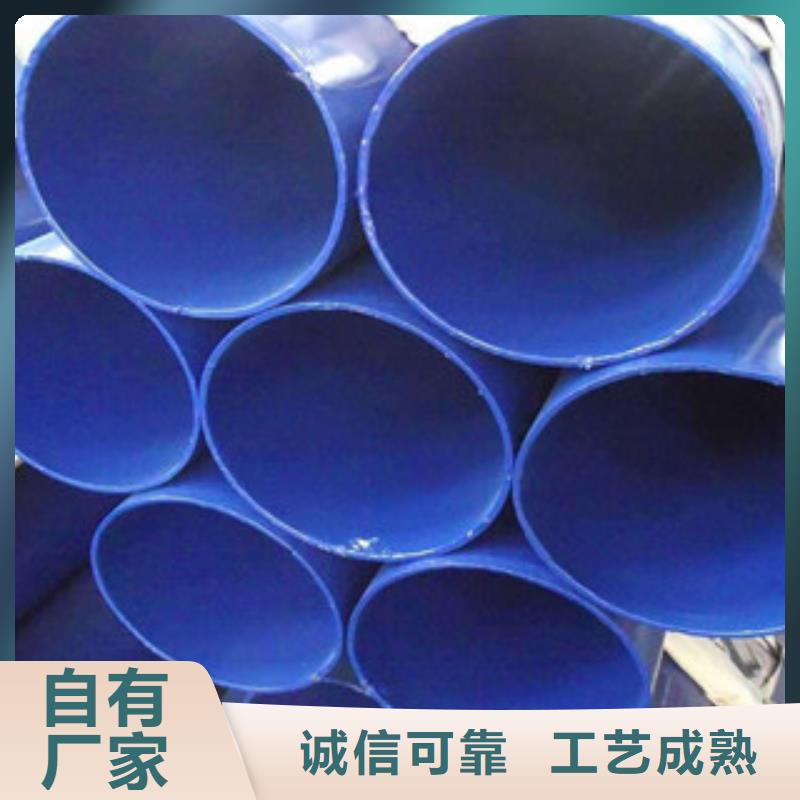
其质量应到达瑞典义21/2规范的需求,然后加热到必定温度(230至32,用流化床法,静电喷涂法,压送法或分布法等热熔出产方法,通过式抛丸机把塑料粉均匀地涂敷在钢管内壁上经钢管热熔构成塑膜紧固地粘结在钢管壁上.对粘结力有严格的技能需求:线性低密度聚乙烯的涂层附着力不小于并且规范规则当前公司出产的涂塑钢管聚乙烯塑膜的附着力大于环氧涂层1.2级。涂塑钢管输送阻力小。双层涂装指涂层为复合涂层结构。面向外侧,形成一条线,以示警示。 涂塑复合管具有很专业的生产线,正是由于有这样优越的成产基础。、钢塑复合管的内壁比普通的管材光滑,耐腐蚀、不结垢 。钢塑复合管耐温耐压。钢塑复合管清洁,卫生。钢塑复合管的保温性很强。钢塑复合管坚硬中带有一定的柔性,受到挤压时也不容易变形,而且耐碰撞,衬塑复合钢管报价,长时间在阳光下也不老化。


在选购产品时,厂家可以根据客户的实际需求,相应的材质的衬塑材料,从而达到适用于酸、碱、盐类液体、海水、纯水、油类等各种具有腐蚀性介质的场合。衬塑管道不仅内衬层要耐高温、耐腐蚀性强,还要保持钢管耐高压、耐冲击的特性。所以选择时一定要根据所输送产品的特性来选择材质。衬塑防腐设备在衬塑的过程中,为了保证产品的质量,操作时我们需要注意一些事项,以免出现错误,导致其质量下降。接下来我们就详细的了解一下它的衬塑事项。不得有铁锈、木块、纸屑等有害杂质,必要时需过筛。管道长度在500mm以上的需在衬塑防腐设备滚动辊上衬塑,到温度达到衬塑温度即可加料。加料前应先把法兰密封面成型工装加紧在法兰上,加料采用专用加料管,加料应均匀一致。在停车情况下加料,加料后立即转动。衬塑时间一般为2~15分钟,一般管径越大、壁厚越大时间越长,DN150以下控制在5分钟以内。



鸿顺管道科技有限公司经营的产品有 湖南湘西热镀锌钢管厂家、防腐钢管、钢塑复合管、衬塑复合管,公司所所供客户遍布全国多个省市,公司立足湖南湘西,在国内 湖南湘西热镀锌钢管厂家、防腐钢管、钢塑复合管、衬塑复合管市场业内树立了良好的口碑,同时也得到了广大新老客户的认同。 一直以来公司一直秉持“质量是生命,责任是核心”为公司宗旨,把“只有满足客户的利润,才能实现公司的利润,只有实现公司的利润,才能实现个人的利润”为公司的日常经营理念,勤奋、踏实、坚韧、宽广 为公司的企业精神,为客户提供高强度钢材的解决方案作为我们的核心目标。


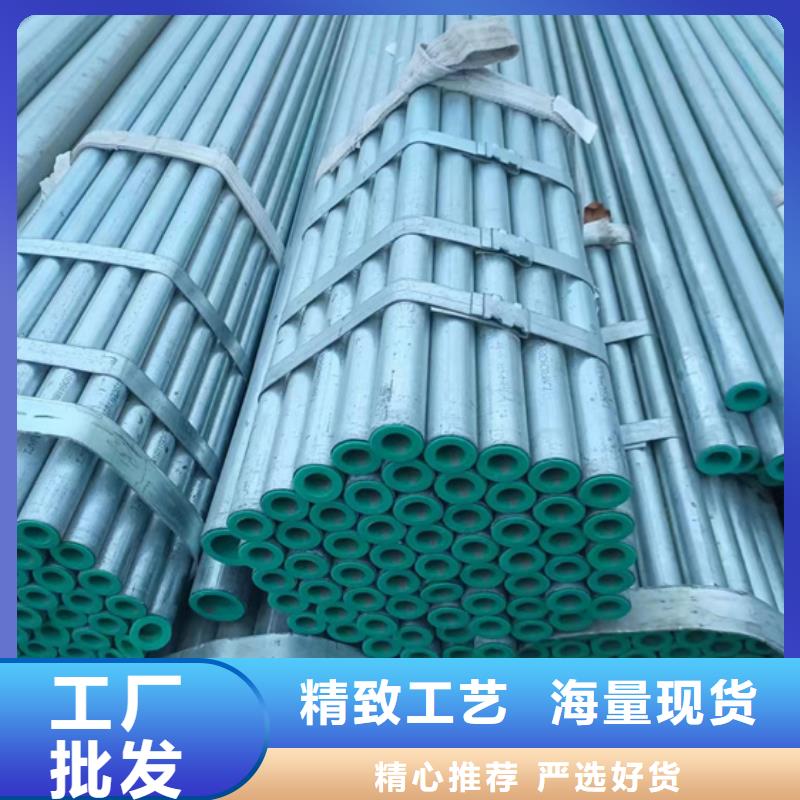
衬塑钢管衬塑工艺:钢管前处理后,在塑料管的外壁上均匀地涂抹上胶粘剂,然后放在钢管内使其膨胀而形成的钢塑复合产品。滚塑工艺:钢管前处理后进行加热,在钢管旋转的同时,把聚乙烯粉末均匀地滚撒在内壁上,然后进行固化处理而形成的钢塑复合产品。涂塑工艺:钢管前处理后进行加热,进行高速涂塑处理,然后进行固化处理而形成的钢塑复合产品。衬塑钢管
衬塑钢管给水衬塑钢管应符合CJ/T136标准的要求。外覆塑层与钢管之间的胶粘剂应符合SY/T0413对胶粘剂的要求。内衬聚乙烯(PE)钢管的内衬塑料应符合GB/T13663对塑料的要求。内衬耐热聚乙烯(PE-RT)钢管的内衬塑料应符合CJ/T175对塑料的要求。内衬交联聚乙烯(PE-X)钢管的内衬塑料应符合GB/T18992.2对塑料的要求。
衬塑钢管给水衬塑钢管应符合CJ/T136标准的要求。外覆塑层与钢管之间的胶粘剂应符合SY/T0413对胶粘剂的要求。内衬聚乙烯(PE)钢管的内衬塑料应符合GB/T13663对塑料的要求。内衬耐热聚乙烯(PE-RT)钢管的内衬塑料应符合CJ/T175对塑料的要求。内衬交联聚乙烯(PE-X)钢管的内衬塑料应符合GB/T18992.2对塑料的要求。


