

无需长篇大论,观看大口径珩磨管-加工厂家视频,让你瞬间爱上我们的产品。
以下是:大口径珩磨管-加工厂家的图文介绍
几年来公司坚持优良的 四川甘孜不锈钢油缸管品质,稳定的性能,合理的价格,完善的服务,诚信的经营,产品畅销全国29个省自治区,并在各主要城市设立了区域销售部,形成了健全的销售网络。 安达液压机械有限公司秉承、理性、持续发展的战略思想、坚持求实进取,团结奉献的创业精神。以高质量的 四川甘孜不锈钢油缸管产品赢得客户,服务社会,用我们的智慧和激情去描绘宏伟蓝图。


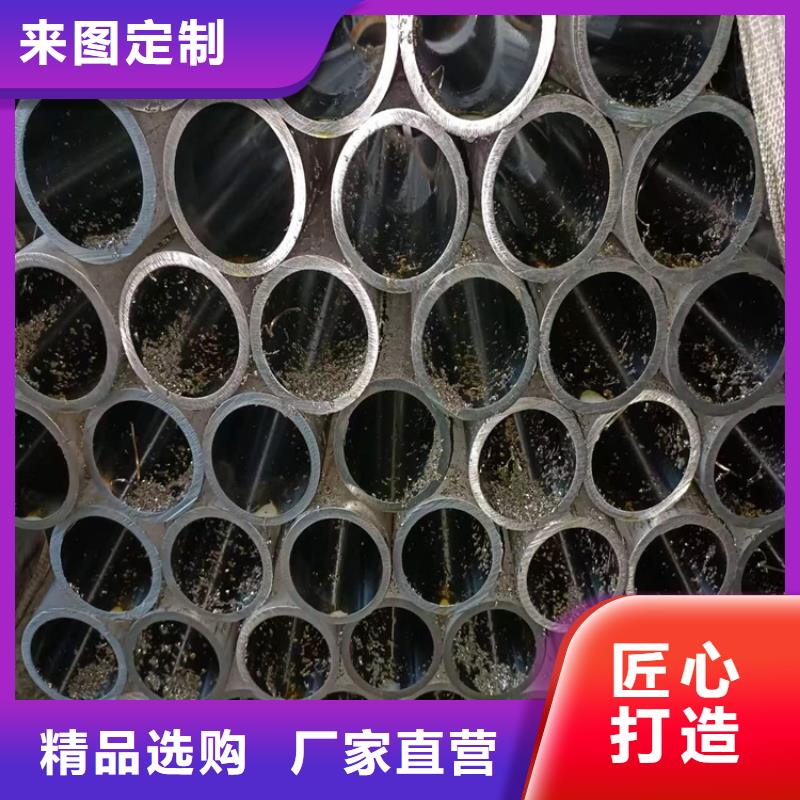
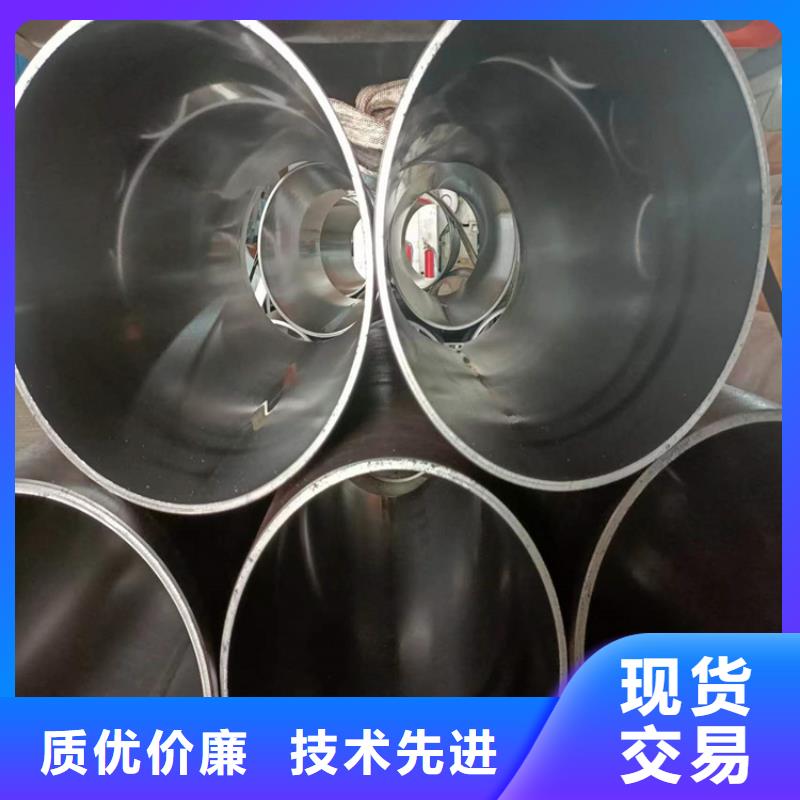
四川甘孜企业旺旺珩磨管绗磨管油缸管厚壁绗磨管修复内径表面缺陷方法有哪些呢1.加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2.优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高厚壁绗磨管的成材率。3.热轧管内孔缺陷清理质量是产品的前提,只有质量好了,才是服务客户的根本,所以,对液压油缸管 表面的缺陷进行完美的修复,是我们对客户的 承诺大口径绗磨管如何提高光洁度 珩磨齿轮是由基体加上磨料来构成的。使用它进行珩磨,主要是为了清理材料表面的杂质及毛刺等,从而来提高表面光洁度。



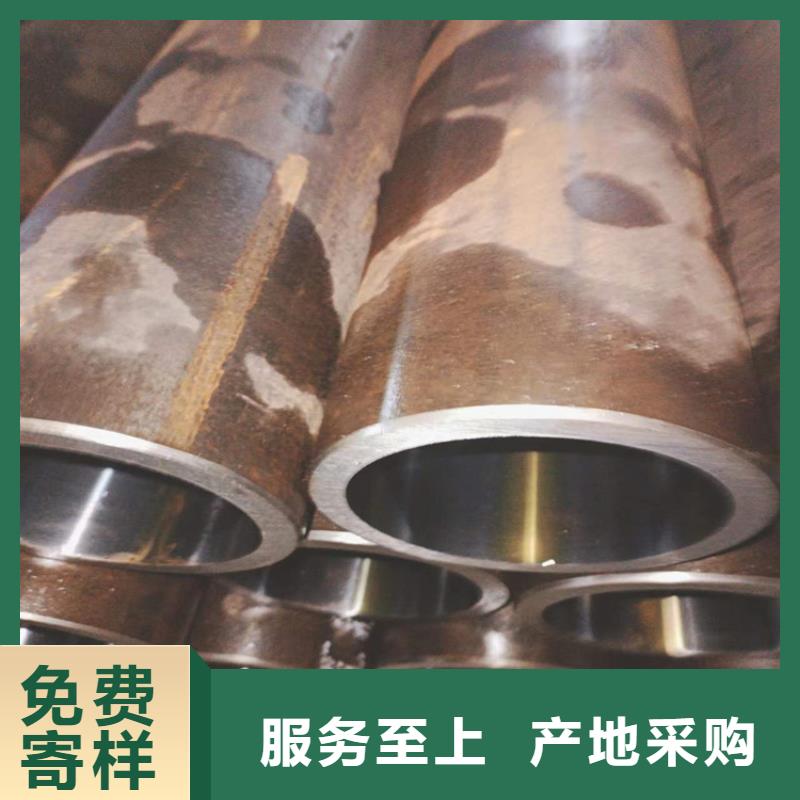
四川甘孜企业旺旺珩磨管绗磨管油缸管小口径绗磨管磨管尺寸偏差的计算方法1.小口径珩磨管检查台作用在成品检查台上,对称品合金钢管要逐支进行管径、壁厚的测量,精密管,同时进行内外表面质量的检查。2.小口径珩磨管尺寸偏差的计算方法—小口径珩磨管外径偏差的计算正偏差=(D 大-D 公)/D 公×100%负偏差=(D 小-D 公)/D 公×100%外径公差范围=正偏差+负偏差3.小口径珩磨管壁厚偏差计算正偏差(+△S)= S max ? S公 ×100% S公 S max ? S公 S公 ×100%负偏差(-△S)= 壁厚公差范围=正偏差+负偏差


2四川甘孜企业旺旺珩磨管绗磨管油缸管.铸件白口的高温石墨化退火铸件冷却时,绗磨管表层及薄截面处,往往产生白口。白口组织硬而脆、加工性能差、易剥落。因此必须采用退火(或正火)的方法白口组织。退火工艺为:加热到550-950℃保温2~5 h,随后炉冷到500-550℃再出炉空冷。在高温保温期间 ,游高渗碳体和共晶渗碳体分解为石墨和A,在随后护冷过程中二次渗碳体和共析渗碳体也分解,发生石墨化过程。由于渗碳体的分解,导致硬度下降,从而提高了切削加工性。3.球铁的正火球铁正火的目的是为了获得珠光体基体组织,并细化晶粒,均匀组织,以提高铸件的机械性能。有时正火也是球铁表面淬火在组织上的准备、正火分高温正火和低温正火。高温正火温度一般不超过950~980℃,低温正火一般加热到共折温度区间820~860℃。正火之后一般还需进行四人处理,以正火时产生的内应力


