


想要更直观地了解2机头数控钢筋弯曲中心-全国配送产品吗??产品视频,带你走进产品世界
以下是:2机头数控钢筋弯曲中心-全国配送的图文介绍

性能特点
◎该试验机适用于建筑用热轧带肋钢筋的弯曲试验,检测热轧带肋钢筋原材和焊接点的抗弯性能,是冶金部门、科研机构、质检部门及有关企业进行材料性能检测和研究的常用设备;
◎整机采用卧式结构,液压站为主机集成一体,主要由支棍、弯曲压辊、主油缸、侧油缸、液压站、底座和电控系统等组成;
◎弯曲压滚通过手轮转动双向丝杆,实现同步进退,以调整压滚距离,当试样要做180°弯曲时,可先由主缸推动弯心压滚进行预弯,再由侧缸推动侧压板,将试样弯至180°,操作方便、。
供应这款数控钢筋加工中心还具备以下几方面优势:XGWL2-32型钢筋弯曲中心概述 特点与优势
二、数控钢筋弯曲中心的应用领域:
数控钢筋弯曲中心是 推广的钢筋加工标准化的必备钢筋加工设备。目前在国内高速公路建设、高铁建设、城际铁路建设、地铁轻轨建设等工建设中钢筋加工得到大力的推广与普遍应用。数控钢筋弯曲中心也叫数控钢筋弯曲机,是对建筑用12-32mm直条钢筋实现自动化弯曲的专业装备


一、数控钢筋弯曲中心SC-WQ-32产品简介:
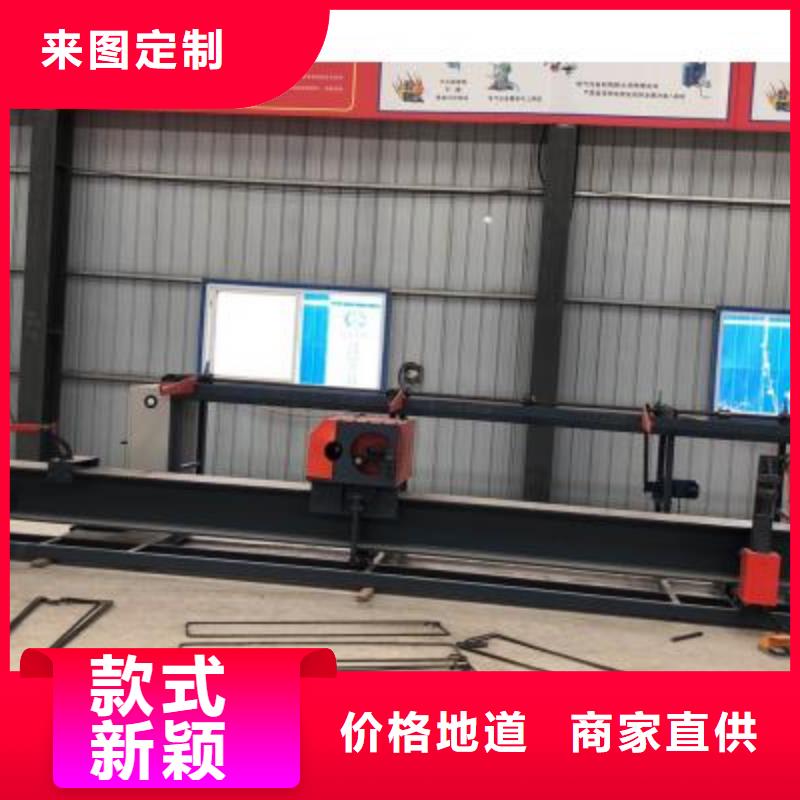
SC-WQ系列数控弯曲中心是建贸机械公司主要产品之一,该系列二机头数控弯曲中心采用CNC伺服控制系统,可全自动完成钢筋定尺,适合大批量的钢筋生产加工,现已经成为现代建筑工程,大型钢筋加工厂的 产品。
二、数控弯曲中心SC-WQ--32性能优势:
1、数控钢筋弯曲中心两个机头可立式弯曲,同步作业,高产量省人工。
2、数控钢筋弯曲中心弯曲主机 采用日本技术和机械原理,结构设计合理,弯曲力量大,角度调节方便、准确。
3、数控钢筋弯曲中心自动移动系统,采用伺服电机和齿轮齿条传动,误差小、反应快。
4、数控钢筋弯曲中心电控系统采用进口PLC可编程控制,可实现故障自动识别、图形编辑、计数等功能。
5、数控钢筋弯曲中心是钢筋加工场实现标准化施工的必选利器。
三、数控钢筋弯曲中心SC-WQ-32 技术参数表
钢筋直径 10-32mm直条
弯曲方向 左侧机头,顺时针转;右侧机头,逆时针转
弯曲边长 300-----11700mm
弯曲角度 0---180
弯曲速度 60°/秒
长度精度 +1mm
角度精度 +1°
总功率 15kw
一次弯曲支数 直径 D10 D12 D16 D18 D20 D25 D32
支数 8 6 5 4 3 2 1



数控双机头钢筋弯曲中心产品描述:
1、 两个机头可立式弯曲,同步作业,高产量省人工。
2、弯曲主机 采用日本原版技术和机械原理,结构合理,弯曲力量大,角度调节方便、准确。
3 、自动移动系统,采用伺服电机驱动和齿轮齿条传动,误差小,反应快。
4、电控系统采用进口PLC可编程控制,可实现故障自动识别、图形编辑、计数等功能。
5、中心柔性钢筋锁紧机构,确保弯曲精度。
6、弯曲面板采用热处理,耐磨,延长使用寿命。
7、弯曲主轴由伺服控制,弯曲精度极高。
8、移动式弯曲主机,弯曲长度自由定尺 。
9、一体化研发,高强度移动轨道,经久耐用。数控双机头钢筋弯曲中心生产厂家
10、弯曲主机固定夹紧机构,提高弯曲精度。
11、伸缩式弯曲轴实现了钢筋的双向弯曲。
12、高强度自动上料架,实承载原材料 。
13、一次性可弯曲多根钢筋,效率高。
14、 图形数据库可预置数百种图形。
15、操作简单地,一个循环可弯曲多个角度。
16、是钢筋加工场实现标准化施工的必选利器。
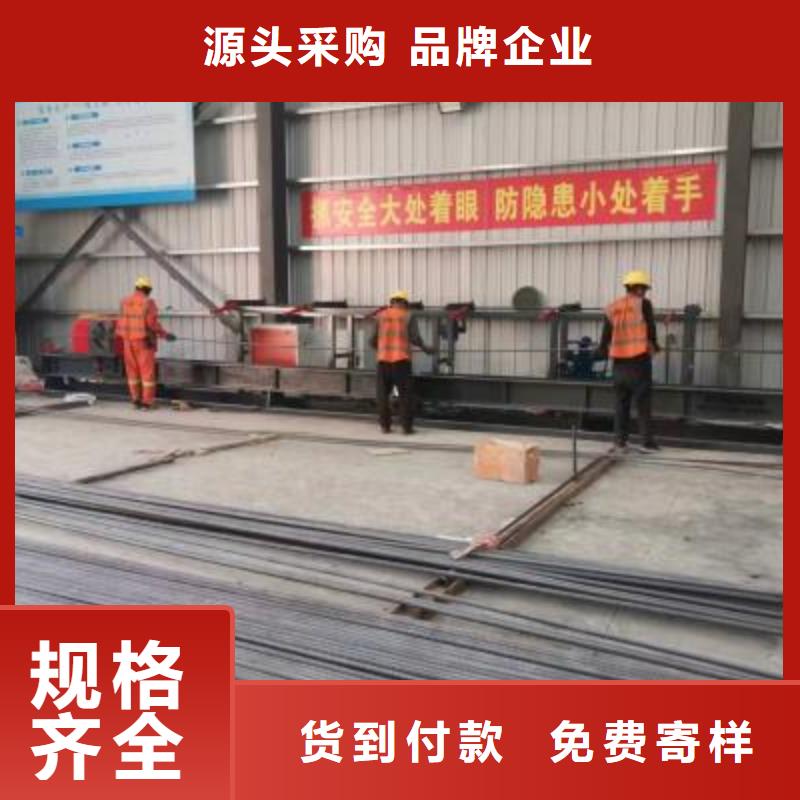
数控双机头钢筋弯曲中心拥有能在一个工作单元内同时进行多向弯曲,两个弯曲主机同时工作,大大提率,可承载5吨原材料,大大降低人工劳动强度。广泛用于建筑建设等领域。数控双机头钢筋弯曲中心生产厂家



长期以来建贸机械设备有限公司坚持“发展经济、服务社会”的经营宗旨,以 海南海口钢筋弯曲中心市场为导向,以科技为依托,科学管理,科学决策,不断总结积累生产技术经验,积j i引进先进的生产技术和设备,努力提高生产技术水平,提高 海南海口钢筋弯曲中心产品科技含量,保持生产技术水平始终处于同行业较前位置。同时建立了一整套完善的售后服务体系,优化 海南海口钢筋弯曲中心服务质量,注重服务实效,健全市场管理。跟踪市场调查,反馈用户意见,诚实守信,满足用户要求,取得良好效果。通过不断努力,企业管理水平明显提高, 海南海口钢筋弯曲中心规模效益逐步扩大,企业综合实力不断增强,企业已迅速迈入经济发展的快车道,企业发展前景广阔。


数控钢筋弯曲中心,该设备具有操作简单,维护方便,经济实用的特点。特别适用于各种工程标段、钢筋集中加工工厂等钢筋批量加工的场合使用。那么,大家知道数控弯曲中心是如何调节的吗?
首先,要检查数控弯曲中心内部的电气线路安装是否正确,启动时是否正常,运行的过程中各个电机的运转是否正常,停止按钮是否工作正常,液压油添加的情况是否满足要求,链条上是否涂油润滑作用的黄油,如果以上都完成了,接下来才可以调整数控钢筋弯曲中心。
首先,把阀座两侧安装上横的和竖的两个溢流阀,把其中的一个竖着装的溢流阀关闭,使其没有压力。然后,再把另外一侧横着装的溢流阀进行空运转,在调试的时候, 把各个溢流阀要调的松一点,第二把横着装的溢流阀调的紧一点,第三把另外一面的竖着装的溢流阀调整的压力在9.0mpa到10mpa之间,并且要使溢流阀调节按钮不左右晃动,第四再把横着装的溢流阀调的工作压力在2.5Mpa到3.0Mpa之间,固定好溢流阀的调节按钮。
调整切刀的时候要把动的切刀和固定切刀的距离调在0.05mm到0.08mm之间,定向切刀要把螺母松开,调整完间距之后再固定好,动切刀就把螺栓去掉就可以了。调整完时,要检查一下各个螺母和螺栓是否禁锢,不禁锢要调紧,然后再关上罩,下面就可以打开电机了。

