

准备好领略制冷设备用无缝钢管喷漆加工产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
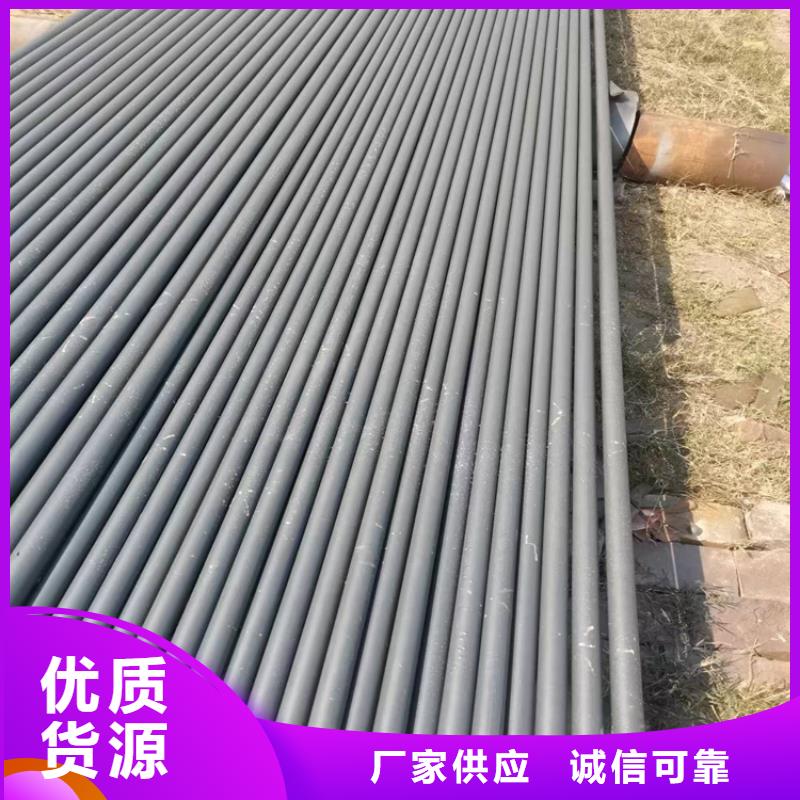
以下是:制冷设备用无缝钢管喷漆加工的图文介绍
博辉钢铁有限公司拥有资深的技术研发团队和专业的服务团队,具备较强的科技创新能力和技术服务优势。博辉钢铁有限公司坚持不断创新,通过行业交流,不断服务品质。博辉钢铁有限公司始终聚焦为客户创造价值,未来,未蓝将继续在 吉林D400重型方井盖领域精耕细作,打造卓越的产品和服务,持续为客户创造价值,推动行业发展和社会进步。


吉林 酸洗钝化无缝钢管裂痕是普遍的,可是它有其独特性,电焊焊接后不易马上发生,产生酸洗钝化无缝钢管裂痕必须一定的時间。从而可以得出以下结论:拉方钢管在一定情况下出现裂痕是受其热处理趋向、对接焊缝内应力和电焊焊接金属材料蔓延氢成分三个要素干扰的,假如要防止,还需要从这三个层面下手。酸洗钝化无缝钢管商品具备如此普遍的运用范畴,与其说自身的特点紧密联系。酸洗钝化无缝钢管则可根据设计不一样样式的模貝,获得不一样的剖面规格,以达到不一样的应用规定。而优质的硬质合金模具和认真负责的使用工作人员,促使商品有高精密的方面和光洁的表层。此外,节省原材料、生产加工的时间和加工设备是因为新技术的简单化。这就是大家想挑选酸洗钝化无缝钢管的缘故。制做酸洗钝化无缝钢管应用的技术性并不是 的,可是经过很多的实验较为了多种多样技术性,**总算取得了能够更好地生产制造酸洗钝化无吉林缝钢管的方式。为融入酸洗钝化无缝钢管的生产制造,现在已经做到良好的品质,提议选用酸洗钝化、水清洗、干躁、专用型润滑脂、沥干、冷拉等加工工艺线路。根据冷拉前后左右对生产加工的酸洗钝化无缝钢管的物理性能检测,再度说明了技术的一致性。实验说明,冷拔形变较钟头,酸洗钝化无缝钢管的冷作硬化做到较高质量,但伴随着形变量的,仅发生少许的冷作硬化。因此在使用冷拉法生产工艺流程时,拓宽指数相对性比较大,有益于降低正中间提前准备工艺流程,控制成本,加速生产周期,产品品质。



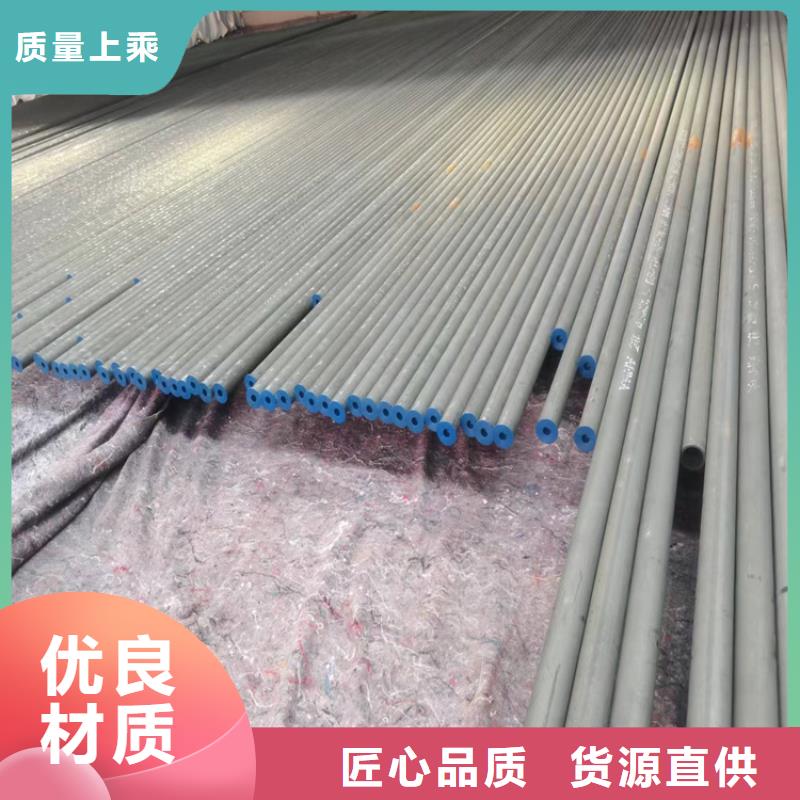
吉林 酸洗钝化无缝钢管的冷轧生产加工分析技术性自20个世纪80时代中后期逐渐普遍选用比较有限因素法(FEM),近期随着着电子计算机輸出的发展趋势,分析技术性已由二维向三维的高級形变分析发展趋势。从而了商品的外形尺寸精密度和品质,下列详细介绍具备象征性的分析技术性。1拓宽冷轧的分析技术性芯轴连冷拔机选用芯轴和孔型辊开展冷轧,因而与板冷轧不一样,在热轧带钢圆上方位上普遍存在着热轧带钢和芯轴沒有触碰的任意形变区。因为该随意形变区是在下一个声卡机架上被冷轧,因而为正确认识芯轴连冷拔机的综合性特点,对包含随意形变区以内的形变开展预估是很重要的。这类错综复杂的形变预测分析假如选用之前的高速缓存完成优化算法是没法得到高的精密度,因而就必须高精密的分析。充分考虑冷轧方位剪截形变,选用一般扩大平面图形变分析开展类似三维分析。結果得知,测算值和试验值较一致。近期,伴随着电子计算机技术的发展趋势,加速了彻底三维比较有限因素法分析技术性的开发设计,它还能用以吉林声卡机架间支撑力危害的分析和热轧带钢与精轧管的速率差的分析。2口模冷轧的分析技术性选用口模冷轧时因为里面沒有专用工具,因而在冷轧薄壁高溫合金管时轧材的里面样子不齐整。选用三辊式热连轧时,轧板的里面样子呈六角形。根据选用三维比较有限因素法分析,确立了这类里面边角状况的产生原理和应采用的防范措施。在选用贴近正圆的椭圆形率=0.986的板孔时可以得到基本上匀称的厚度,但在选用贴近正圆的椭圆形率=0.960的板孔的时候发生清楚的里面六边角。选用本分析能预测分析用支撑力减径机冷轧时壁厚酸洗钝化无缝无缝钢管的转变,搞清了热轧带钢板孔特点和声卡机架间的支撑力对里面六边角的危害。


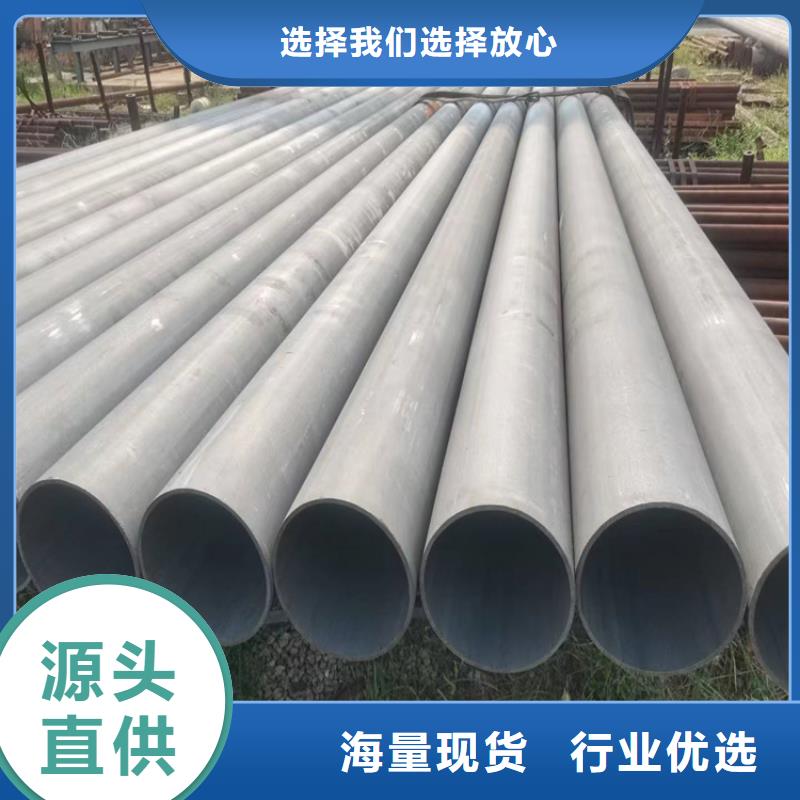
吉林酸洗钝化无缝钢管具体流程(工艺流程) 钢管→酸洗→磷皂化(即润滑)→还有***次冷拔,需不需要退火就看是什么钢种了。一般低碳钢是不需要退火的,次冷拔后→润滑→冷拔→退火→矫直→切割→成品检验→打包入库。***质量要求高的做酸洗钝化处理。钢管酸洗钝化的道理 钝化金属经氧化性介质处置后,其侵蚀速度比本来未处置前有明显下降的景象称金属的钝化。 其钝化机理首要可用薄膜理论来分析,即以为钝化是因为金属与氧化性介质效果,效果时在金属外表生成一种十分薄的、致密的、掩盖功能优越的能中固地附在金属外表上的钝化膜。这层膜成自力相存在,凡间是氧和金属的化合物。它起着把金属与侵蚀介质完全离隔的效果,避免金属与侵蚀介质直接接触,然后使金属根本中止消融。主要技术指标1 外观透明液体2 配制浓度(%) 503 总酸度(点) 480~5704 处理温度(℃)常温5 处理时间(min) 5~256 磷化方式浸渍、涂刷4吉林工艺流程去除严重油污除油、除锈、磷化、钝化、干燥、水洗、钝化、清洗5 配制与维护5.1 配制方法:本品系工作液,将槽体清洁干净后直接将本品倒入即可使用。5.2 按期打捞槽底沉渣、液面油污或翻槽。5.3 当处理效果明显下降时,应补充磷化剂使指标在规定范围内。5.4 使处理的工件与液体作相对运动。5.5 磷化膜***干燥以前,应禁止手摸、雨淋或沾水。5.6 处理槽用玻璃钢、不锈钢、聚氯乙烯板等耐酸材料制作。



