


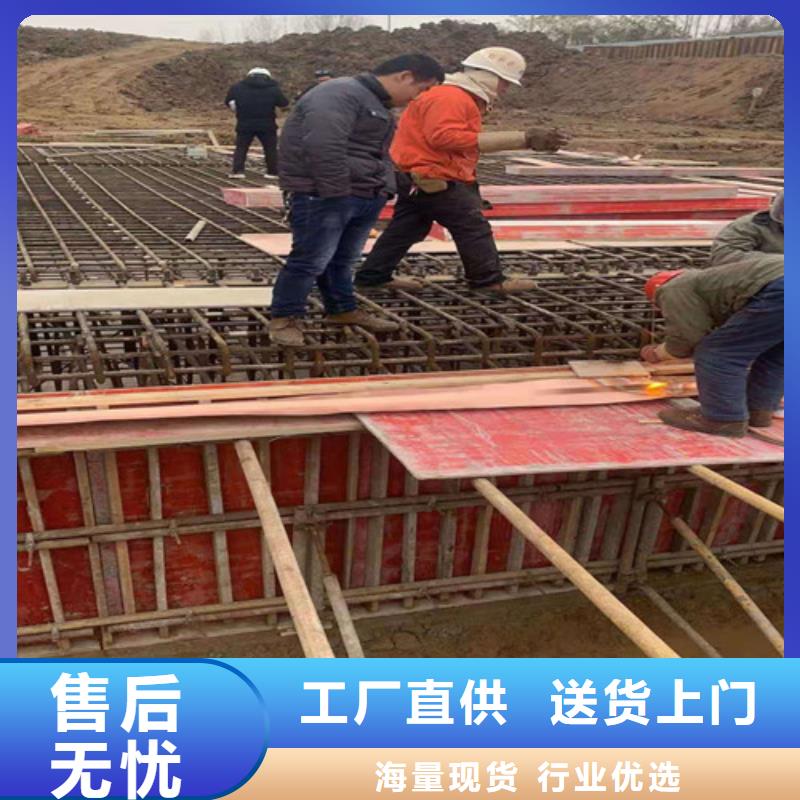

隧道止水,采用铜止水和橡胶止水相结合的方法,在增加止水性能的同时,还能降低施工成本。隧道中的防渗系统一直是隧道施工中的薄弱环节,经过对施工现场的不断摸索,我们对其进行了一些改进,使改进后的施工方法变得简单且。
铜止水在隧道施工中的连接方法
隧道铜止水带拼焊施工要点如下:
1、在洞外据拟铺挂面积的大小将2~3幅幅面较窄的成卷防水板下料;
2、然后将其平铺在地面上拼焊成便于运输、铺挂的大幅面防水板,减少洞内作业的焊缝数量,以提高焊接质量;
3、选择合格的一次性成型的止水铜带;
4、 止水铜带的拼接采用热合机双焊缝焊接,要求搭接宽度不小于100mm,保证焊缝质量;
5、焊缝应严密,单条焊缝的有效焊接宽度不应小于12.5mm。


经营理念:科学管理—— 山东威海土工席垫质优价廉开拓市场
诚信务实——携手共赢创造 山东威海土工席垫未来
只因有您的大力支持,广通工程材料有限公司才有今天的蓬勃发展,我们期待于您合作,为您提供的服务,共创美好未来。



为适应某些时效强化型合金板带在生产过程中固溶淬火的需要,在热轧出口侧设置了冷水喷淋系统(亦称在线淬水系统)。它可以在较短的时间内使带坯的温度从700℃左右或更高的温度迅速降至300℃以下甚至更低。
为提高紫铜片止水带产品精度和表面质量,现代热轧机本体应用了电动压下、液压调的压下系统、轧辊分段冷却系统、液压弯辊或液压垫系统、强力夹持对中系统、立辊轧边系统及厚度自动控制系统,进一步提高了热轧机的装机水平和控制精度为生产高精度薄板带提供了可靠的保障。


对于加工材料而言,紫铜止水片铸锭塑性是至关重要的。为了保证铸锭良好的变形塑性,除防止铸锭中的一些缺陷外,显然不希望铸锭组织处于非平衡凝固状态。由于产生非平衡状态的原因是结晶过程中扩散受阻,因而此种状态在热力学上是亚稳定的,有自动向平衡态转化的趋势。人们可利用这一趋势,将铸态合金加热到一定温度,提高原子扩散能力,使其较快完成由非平衡向平衡状态的转化过程。这种处理称为均匀化退火或扩散退火。热轧是紫铜片止水带生产中铸锭开坯的主要手段。充分利用紫铜片止水带在高温条件下具有优异的塑性这一特点,从而以较小的轧制力实现较大程度的变形。热轧的铸锭一般由半连续、连续铸造或铁模铸造提供。铸锭规格的选择应考虑产品的品种、规格、生产规模、轧机设备条件及铸造方式等。铸锭的厚度一般与轧辊的直径之比为1:(3.5~7),同时不超过轧机的开口度;在设备、工艺条件允许的情况下增大铸锭的厚度,可以提高生产效率和成品率。铸锭宽度通常等于或数倍于成品宽度,并适当考虑宽展量及切边量;一般铸锭宽度还应控制在轧辊长度的80%以内。铸锭的长度在满足终轧温度及辊道长度的条件下,尽量增加铸锭的长度,以提高生产效率和成品率。



