

产品详细介绍
以下是:直缝焊管【防腐钢管厂家】量大更优惠的产品参数
导读 直缝焊管【防腐钢管厂家】量大更优惠,鸿顺管道科技有限公司为您提供直缝焊管【防腐钢管厂家】量大更优惠产品案例,联系人:单经理,电话:0635-8881095、13963513828,QQ:3309701788,发货地:沧州经济开发区发货到西藏 拉萨市、昌都市、阿里市、林芝市、那曲市、日喀则市、山南市。 西藏自治区 西藏自治区,简称“藏”,中华人民共和国自治区,废除农奴制,是中国五个少数民族自治区之一,位于中华人民共和国西南地区,素有“世界屋脊”之称的青藏高原的西南部,地处北纬26°50′至36°53′,东经78°25′至99°06′之间,平均海拔在4000米以上。面积120.28万平方公里,辖6个地级市、1个地区,首府拉萨市。截至2022年末,西藏自治区常住人口为364万人。
我们的现场实拍视频将带您走进直缝焊管【防腐钢管厂家】量大更优惠产品的世界,产品视频细节之美一览无余!
以下是:直缝焊管【防腐钢管厂家】量大更优惠的图文介绍

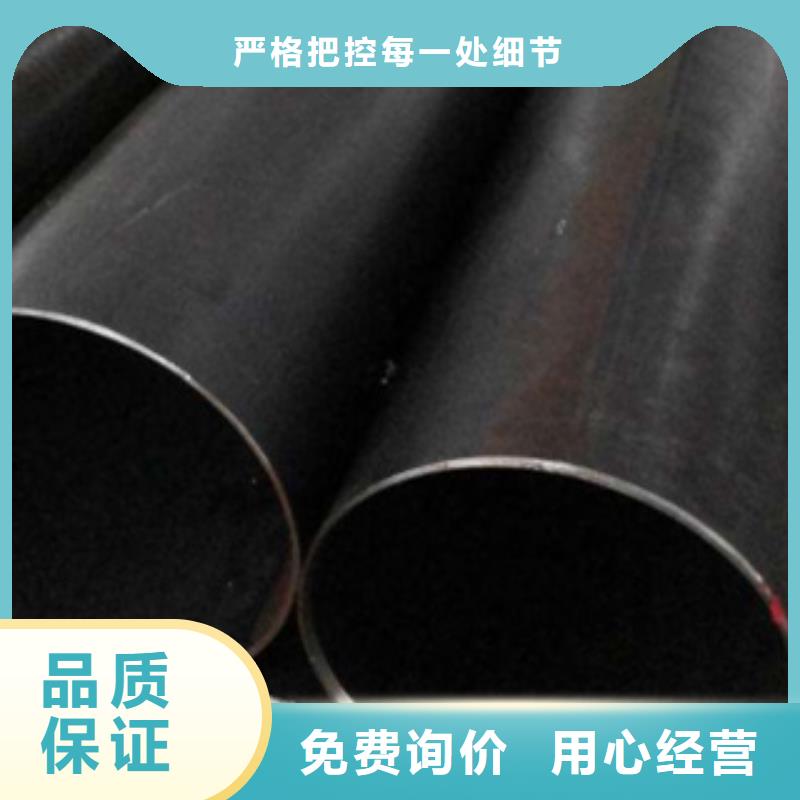
无缝钢管曲折和校正方法有哪些无缝化钢管的生产工艺主要是通过张力减径来完成的,张力减径过程是空心母材不带芯棒的连续轧制过程。生产轧制过程中有时经常出现钢管曲折不直,又有什么方法能够校正无缝钢管的曲折度哪让现已加工成制品无缝钢管具有较小曲折度还得依靠机械东西校直机来完结。 所以为了无缝钢管曲折,一切无缝钢管都需求经过冷校直。无缝钢管曲折是因为轧机不妥,轧制时残留的剩余应力以及因为沿管子截面和长度上冷却不平等缘由形成的。因而,不行能从轧机直接得到很直的管子,只要通过冷校直管子的曲折度才干满意技能条件的规则。 校直的根本道理即是使无缝钢管进行弹塑性曲折,由大的曲折度成为小的曲折度,因而钢管在校直机内有必要遭到重复曲折。而钢管重复曲折的程度主要由校直机的所决议。影响校直质量的要素许多,如原管的曲折度,钢管尺度和材料校直机型式,参数等。 焊管在成型,焊接,冷却等经过一系列的处理之后,还需要进行锯断。在这个环节中,工艺备尺的长短,直接影响成品焊管的质量及销售,所以备尺长度要控制在±5毫米之间。不仅如此,在实际操作中,工作人员还必须要严格按照以下规程进行操作:首先是给控制柜送电,然后闭合控制柜中的各个自动开关,同时闭合操作台电源开关,微机起动。


由于一些中小规模铸造厂集体停产检修,因此市场上现货资源并不多,焊管市场呈现供需双低的局面。从目前形势看,预计短期内生铁市场弱势运行局面将,价格不会有大的。少数地区下游钢厂需求较前期相比有所回升,市场成交情况略有好转。 据少数地区焦企透露,受钢材价格上涨带动,钢厂对煤焦等原材料有所缓解,因此出货较前期相比有好转,受此影响焦企上调焦炭价格意愿增强,但钢厂接受能力不高,主要原因在于钢厂考虑到前期钢材市场处于长期低迷状态,且认为近期钢材市场多将处于震荡运行阶段,因此不敢贸然接受焦企涨价意愿。 以目前形势来看,下游需求完全打开仍需一段时间,因此预计近期国内焦炭市场多以波动盘整为主。国内生铁市场保持平稳,天津3087无缝钢管市场成交偏淡。据了解,近期炼钢生铁需求转弱,一些钢厂在采购生铁时不仅控制采购量,还不断下压采购价格。 主要商家报价在昨日基础上继续跟进,但与此同时商家心态也较为纠结,一方面因为主要厂家停限产,货源无法保证,推高却没有足够资源;另一方面厂家跟进较快,焊管空间被不断。目前本地各家库存低位,部分大户库存也仅为几百吨,且部分规格仍基本断档,对目前的较高价位起了明显支撑作用。



鸿顺管道科技有限公司视科技研发为企业生命力,深谙是人才团队的智慧成就了品牌、品质。为使 西藏热镀锌钢管厂家、防腐钢管、钢塑复合管、衬塑复合管产品更趋完美,公司不吝重金聘请一批高级技术顾问和高职称的研究制造人士、高级工程师成立了技术研发中心,用他们的智慧培养员工,加上生产工人孜孜以求的工作态度,注重 西藏热镀锌钢管厂家、防腐钢管、钢塑复合管、衬塑复合管每一个生产细节,从而形成了在强势品牌战略中坚不可摧的堡垒。并和众多知名大学建立了良好的产学关系,不断自主创新,保证了新 西藏热镀锌钢管厂家、防腐钢管、钢塑复合管、衬塑复合管产品的研发质量和速度。 同时公司可为用户提供项目设计,工艺流程设计,标准和非标准 西藏热镀锌钢管厂家、防腐钢管、钢塑复合管、衬塑复合管产品设计及生产。


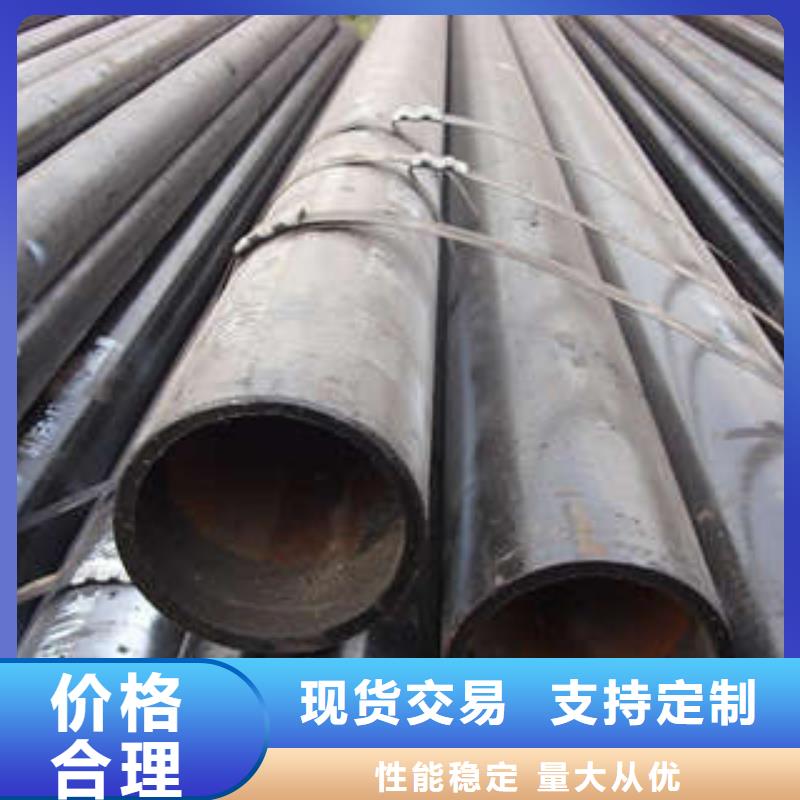
总的来说,在对焊管产品经扩径加工的过程中,主要可以分为五个阶段。是初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。第二是名义内径阶段:扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。 第三个阶段叫做弹复补偿阶段,也就是说焊管的扇形块将会逐渐速度减小,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。第四是保压阶段:扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压阶段。 后一个阶段叫做卸荷回归,此时扇形块从弹复前焊管的圆周位置不断的进行回缩,直终将达到初始扩径的位置,这是扩径工艺要求的扇形块收缩直径。在实际应用中,工艺简化中,3步骤可以合并简化,这对钢管的扩径质量没有影响。 通常是根据成型参数来设计螺旋焊管的成型结构,在其成型过程中,还需要考虑到应力状态。带钢在加工成螺旋管坯后,管壁所产生的应力主要受到带钢成形过程中的成形力大小的影响。根据塑性变形理论可知,当带钢成形时的相对弯曲半径等于100时,塑性变形会得非常明显。



总结直缝焊管【防腐钢管厂家】量大更优惠_鸿顺管道科技有限公司,固定电话:13963513828,移动电话:0635-8881095,联系人:单经理,QQ:3309701788,经济开发区 发货到 西藏。