



一分钟的时间,对于了解我们的冷拔六角钢,扁钢型号齐全产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:冷拔六角钢,扁钢型号齐全的图文介绍

鑫泽金属制品有限公司是集研发、生产、销售、服务为一体的企业,拥有先进的 浙江嘉兴热轧扁钢技术优势、员工队伍以及完善的售后服务体系。公司生产的 浙江嘉兴热轧扁钢遍布全国各地,以其品质赢得广大客户的信赖和好评。 在新的形势下,鑫泽金属制品有限公司始终秉承“质量、用户、信誉”的经营宗旨,坚持“科技兴厂、以人为本”的战略方针,在注重实践与探索的同时,不断追求 浙江嘉兴热轧扁钢产品创新、服务创新,致力于为海内外客户提供的产品和的服务。


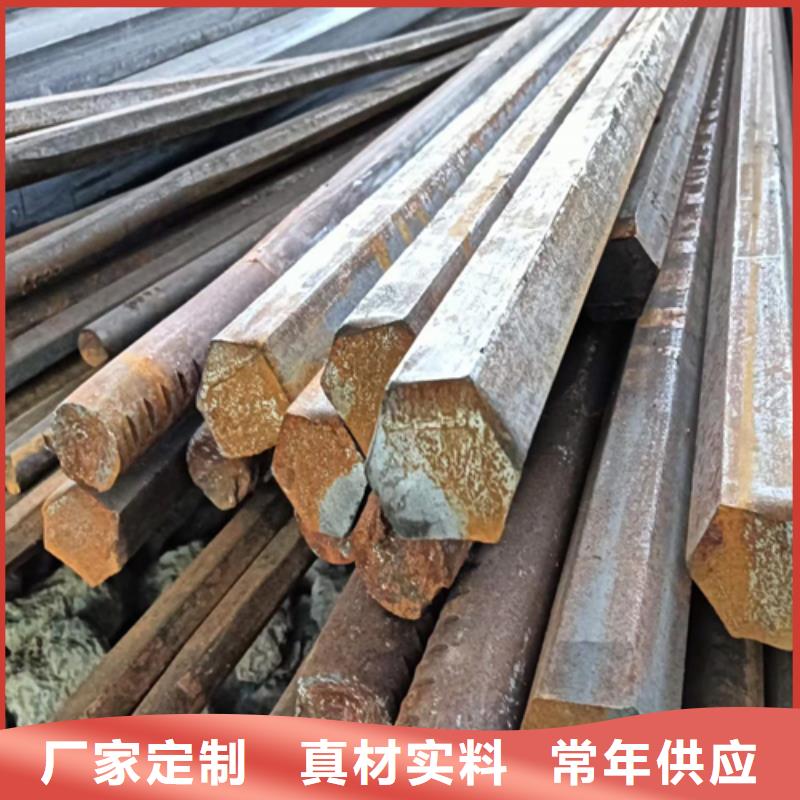
冷拔六角钢制造出了普遍适合与许多大型建筑和工业上的六角钢,他的表面十分光滑,精准度也非常高,形状可以根据厂家们想法来制作出不同的冷拔六角钢。市场上每个人的需求都是不一样的,厂家们能依旧不一样的需求来对六点刚进行冷拉,这样生产出来的产品就可以满足市场需求。但是厂家们在进行冷拉的过程中,在进行冷拉的过程中技术含量非常高,生产技能非常精巧,这样就可以使制造出来的六角钢差错非常小,精准度能达到很高的程度。冷拔六角钢变形区内的流动和变形是不均匀的,其主要原因是接触摩擦的影响所致,摩擦越大,水平流速便越不均匀,其中同横截面上,相邻不同高度的两层面上质点间的流速差越大,则变形就越大。另外变形区的形状系数对冷拔六角钢断面高向上的变形分布情况影响很大,党轧件相对较薄时,压缩变形将深透到轧件中心,出现中心层变形比表层大的现象,当轧件相对较厚时,随着变形区形状系数的减小,外端对变形过程的影响变得突出,压缩变形难以深入到轧件中心,只限于表层附近区域发生塑性变形,出现表层的变形比心部大的现象。当厚冷拔六角钢时,某些合金的热轧头几道次的变形量较小,加之摩擦大,容易出现粘辊,因而导致轧件头部张嘴,严重时还会缠辊。实际冷拔六角钢生产中会出现轧件不能顺利被轧辊咬入,致使轧制过程停止,以及咬入角不合理引起板材塑性变形不均匀的情况,不仅降低了生产效率,而且产品易存在质量问题,这是因为咬入并轧制的过程是一个不稳定过程,当咬入的时候,变形区的几何参数,运动学参数都是变化的,所以咬入角即轧辊与轧件接触部分所夹的中心角是轧制过程中一个极其重要的影响因素,合理的咬入角应当在15度到20度之间,且当轧辊半径相同时,咬入角随压下量呈抛物线形增长。



冷拔六角钢方钢圆钢异型钢扁钢在使用的过程中可能会出现开裂的现象,出现这样状况的原因是什么呢?下面就为您分析一下。从冷拔六角钢方钢圆钢异型钢扁钢裂纹打开后的断裂面形貌观察,断裂面平整,应为脆性开裂。电镜下观察,断口为解理断口行貌,而“人”字纹花样是解理断口的宏观形貌特征之一 ,这也说明裂纹为脆性开裂。同时“人”字纹花样处观察到的氧化铝类及硫化物类非金属夹杂物表明该处可能存在夹杂物的偏聚,而非金属夹杂物与冷拉过程中生成的裂纹往往存在密切关系,这是由于比较容易变形的金属在难以变形的夹杂物周围塑性流动时,产生很大的张力而使金属和夹杂物界面的联结断裂,形成空隙。同时在夹杂物处还有应力集中现象。可以认为,冷拔六角钢方钢圆钢异型钢扁钢在冷拉时易在夹杂物处形成初始微裂纹,近一步冷拉后,初始微裂纹扩展形成纵裂。以冷拉率控制钢筋冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。如果钢筋强度偏高,平均的冷拉率低于1%时,在钢筋冷拉时,仍要按1%的冷拉率控制。冷拔六角钢方钢圆钢异型钢扁钢在生产的时候冷拔率的控制要求是多少,在以后的操作使用中,大家要多注意多了解产品的知识,以免在以后的操作使用中,因为了解产品不足,不知如何下手。


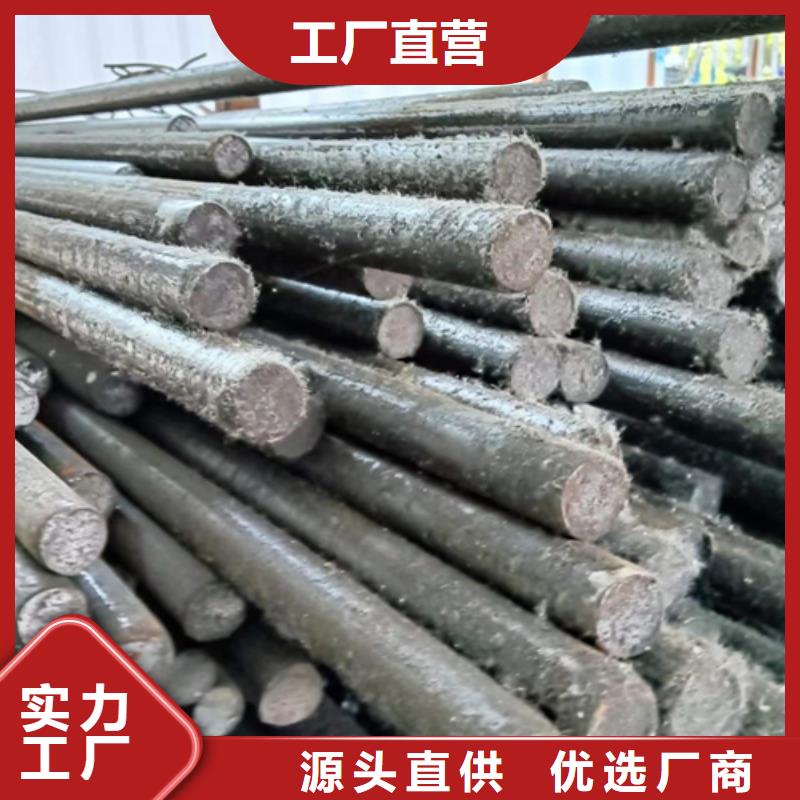
冷拔六角钢的表面质量要求有哪些一、冷拔六角钢表面应洁净、光滑。不答应裂纹、折叠、结疤、搀杂、拉裂和氧化皮。1.切削加工用扁钢,外表上答应有深度不超越实践尺度算起的该公称尺度公役的麻点、刮伤、拉痕、黑斑、凹面、清理斜痕、润滑剂痕迹和深度为公役二分之一的单个小发纹。2.非切削加工用扁钢,冷拔六角钢的外表上应有深度不超越从实践尺度算起的该公称尺度公役的单个的刮伤、拉痕、麻点、黑斑、凹面及清理斜痕。二、经碳化处理后拉制的扁钢,外表答应留有碳化膜。三、经热处理状况交货,外表答应有氧化色。



