


联系我们

当前位置:
莱芜 兴泰工程材料有限公司 >
济南当地行业新闻News
紫铜止水带安装
更新时间:2024-11-18 13:36:30 浏览次数:3 公司名称:莱芜 兴泰工程材料有限公司
以下是:紫铜止水带安装的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 批发/个 |
| 发货期限 | 1 |
| 供货总量 | 666 |
| 运费说明 | 面议 |
以下是:紫铜止水带安装的图文视频


紫铜止水带安装_兴泰工程材料有限公司,固定电话:15318168555,移动电话:15318168555,联系人:张经理,QQ:2028098034,莱芜高新区发货到山东省 济南市 历下区、槐荫区、天桥区、历城区、长清区、平阴县、济阳区、商河县、章丘区 发货到 山东省济南市。 山东省,济南市 济南市因境内泉水众多,拥有“七十二名泉”,素有“天下泉”和“四面荷花三面柳,一城山色半城湖”的美誉,济南八景闻名于世,是拥有“山、泉、湖、河、城”独特风貌的旅游城市,是历史文化名城、首批中国旅游城市,史前文化——龙山文化的发祥地之一。济南成功举办过亚洲杯、全运会、中国国际园林花卉博览会、中国艺术节等多项国际和盛会。
我们精心制作的紫铜止水带安装产品视频已经准备就绪,探寻紫铜止水带安装产品背后的故事,视频带你走进精彩世界!
以下是:紫铜止水带安装的图文介绍
产品优势图


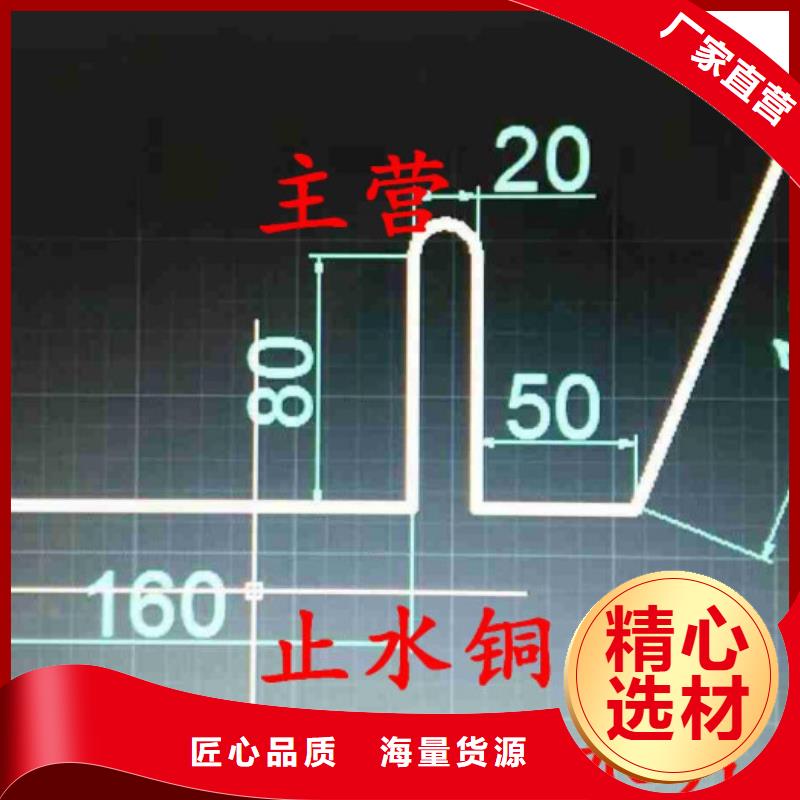
隧道止水,采用铜止水和橡胶止水相结合的方法,山东济南铜止水在增加止水性能的同时,还能降低施工成本。隧道中的防渗系统一直是隧道施工中的薄弱环节,经过对施工现场的不断摸索,我们对其进行了一些改进,使改进后的施工方法变得简单且。 隧道铜止水带拼焊施工要点如下: 1、在洞外据拟铺挂面积的大小将2~3幅幅面较窄的成卷防水板下料; 2、然后将其平铺在地面上拼焊成便于运输、铺挂的大幅面防水板,减少洞内作业的焊缝数量,以提高焊接质量; 3、选择合格的一次性成型的止水铜带; 4、 止水铜带的拼接采用热合机双焊缝焊接,要求搭接宽度不小于100mm,保证焊缝质量; 5、焊缝应严密,单条焊缝的有效焊接宽度不应小于12.5mm。 铜止水规格是铜含量、以及宽度、厚度、软硬态及物理特性的一种表现形式,包括但不限于;T2、T2R、T2M、T2-Y2、T2M、T3-Y2、T3M、T2-Y3 、软态、半硬紫铜止水等。用T表示,即T2与T3,T2铜含量≥99.8%,T3铜含量≥99.7%。铜软硬态,M表示铜硬度状态为软态,抗拉强度≥205MPa,延伸率为30%;Y2为半硬态,抗拉强度≥245MPa,延伸率为≥8%。  铜止水规格 1.执行标准GB2059-2008; 2.厚度:0.5-14mm; 3.宽度:200-1000; 4.长度:1000-3000; 5.抗拉强度不小于205Mpa; 6.伸长率不小于20%; 7.化学成分和物理性能应满足GB/T2059-2008《铜及铜合金带材》的规定; 8.符合 标准(GB2040-2008)《铜及铜合金板材》中的相关要求。



地道止水带作为地道止水的重心,止水带的施工直接关系到整个地道的止水效果。在地道止水施工过程中,止水带的接头不得设在布局转角处,并尽可能不设接头。山东济南铜止水铜止水 止水带埋设方位,其中心空心圆环应与变形缝的中心线重合;止水带定位时,应使其在界面部位坚持平展,防止止水带翻滚、扭结,如发现有扭结不展表象应及时进行调正。在固定止水带和灌筑混凝土过程中应防止止水带偏移,防止单侧缩短,影响止水作用。可选用位钢筋仔细定位。止水带先施工一侧混凝土时,其端头模板应支撑结实,严防漏浆。 地道断面变化处或转角处的阴角应抹成半径不小于50mm的圆弧,以便止水带施工。止水带在地道断面变化处或转角处应做成弧形,橡胶止水带的转角半径不该小于200mm,钢片止水带不该小于300mm,且转角半径应随止水带的宽度增大而相应加大。 不得在止水带上穿孔打洞固定止水带。在固定止水带和灌筑混凝土过程中应注意维护止水带不被钉子、钢筋和石子等刺破。如发现有刺破、分裂表象,应及时修补。宜加强混凝土振捣操控,扫除止水带底部气泡和空地,使止水带和混凝土紧密结合,应注意防止振捣形成止水带偏位或破损。 止水带的长度应依据施工需求事先向生产厂家定制,尽量防止接头。如确应接头,应衔接结实,宜设置在距铺底面不小于300mm的边墙上。依据止水带原料和止水部位可选用不一样的接头办法。橡胶止水带的接头方式应选用搭接或复合接;塑料止水带的接头方式应选用搭接或对接。止水带的搭接宽度不该小于100mm,冷粘或焊接的缝宽不该小于50mm.铜;加入锡即成青铜。

产品案例

公司实力

铜止水片(是由紫铜或纯铜生产加工而成),山东济南铜止水因而铜止水片的电焊焊接应以紫铜焊接检验标准。铜止水片电焊焊接宜选用气割或氩弧焊机,这儿详细介绍气割的操作流程及其常见问题。 气割是用O2与乙炔气体造成高溫,熔融焊丝与焊接件的金属材料疑固后产生焊接的焊接工艺。 其具体步骤办法是:关掉焊把电源开关,将乙炔气体及O2开启,打火渐渐地开启焊把电源开关引燃焊嘴,将焊丝依据必须 放到被焊物件上,再慢慢调准焊嘴的火焰高低,应用火焰溶化焊丝与焊接件的合金凝结后产生-条焊接。 需运用衔接焊的方式 ,其钢筋搭接尺寸不能低于40mm,与此同时为得到高宽比和总宽匀称的焊接,钢筋搭接焊可选用左焊接方法,即焊炬从右往左边挪动的方式 。气割的操作过程方式 包含氧气乙炔焰的引燃.调整和灭掉.起焊.电焊焊接全过程中焊炬和焊丝的健身运动.连接头和结尾的使用要点。 1.火苗的引燃 焊炬的握法,应左手拿焊炬,将食指和无名指坐落于氧e调节阀处,与此同时大拇指还能够电源开关.调整乙炔气体调节阀门,随时随地调整汽体的总流量。引燃火苗时,先要稍稍打开氧s气调节阀门,随后再开乙炔气体调节阀门,二种汽体在焊炬内混和后,从焊嘴喷出来,这时将焊嘴挨近明火就可以引燃。打火时,拿明火的手不必正对接焊嘴,也不能将焊嘴偏向别人或易燃物,防止出现事故。(留意)一开始打火时,很有可能发生持续”放鞭炮"声,缘故是乙炔气体不纯,需释放不良的乙炔气体再次打火。有时候发生不容易打火的状况,大部分状况是氢开得过大而致,这时候应将氧e调节阀调小。

兴泰工程材料有限公司拥有一支 山东济南网状聚丙烯纤维高素质研发团队,良好的工程师,可根据客户的要求设计 山东济南网状聚丙烯纤维。 公司售后服务是一批实力非常雄厚的团队,成熟的机加工、焊接、钣金、喷漆、组装能力,可完成各种标准的客户订单。可根据客户的要求,物料的特性研发出不同款式的 山东济南网状聚丙烯纤维,整条生产线质量层层把关,严格的产品测试。

在山东省济南市采购紫铜止水带安装请认准兴泰工程材料有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:张经理-15318168555,QQ:2028098034,地址:高新区)。