以下是:20CrMo精密管匠心品质的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议/吨 |
|---|
| 发货期限 | 3-5天 |
|---|
| 供货总量 | 8989896 |
|---|
| 运费说明 | 电议 |
|---|
| 材质 | 20# 45# gcr15 20cr 40cr 20crmnti 35crmo 42crmo |
|---|
| 可定做 | 是 |
|---|
| 产地 | 山东通圆钢管制造有限公司 |
|---|
| 规格 | 根据客户要求生产 |
|---|
| 品牌 | 山东通圆 |
|---|
以下是:20CrMo精密管匠心品质的图文视频
您是想要在湖北省恩施市采购高质量的20CrMo精密管匠心品质产品吗?通圆钢管制造有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的20CrMo精密管匠心品质产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张经理-13563558037,QQ:1131694199,地址:《聊城开发区汇通物流园向东一公里发货到湖北省 恩施市 利川市、建始县、巴东县、宣恩县、咸丰县、来凤县、鹤峰县》。 湖北省,恩施土家族苗族自治州 恩施州森林覆盖率近70%,享有“鄂西林海”、“华中药库”、“烟草王国”、“世界硒都”之称号。全州水电资源理论蕴藏量达600万千瓦,可开发量达500万千瓦,风电资源蕴藏量达300万千瓦,是华中地区重要的清洁能源基地。恩施州的鄂西铁矿是中国四大铁矿之一,已探明储量13亿吨;天然气已探明储量1500亿立方米。恩施还拥有世界的独立硒矿床。恩施享受西部大开发计划政策,是单列的三个地级行政区享受相关政策的地区之一。
无论您是初次接触还是已经熟悉,我们的20CrMo精密管匠心品质产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
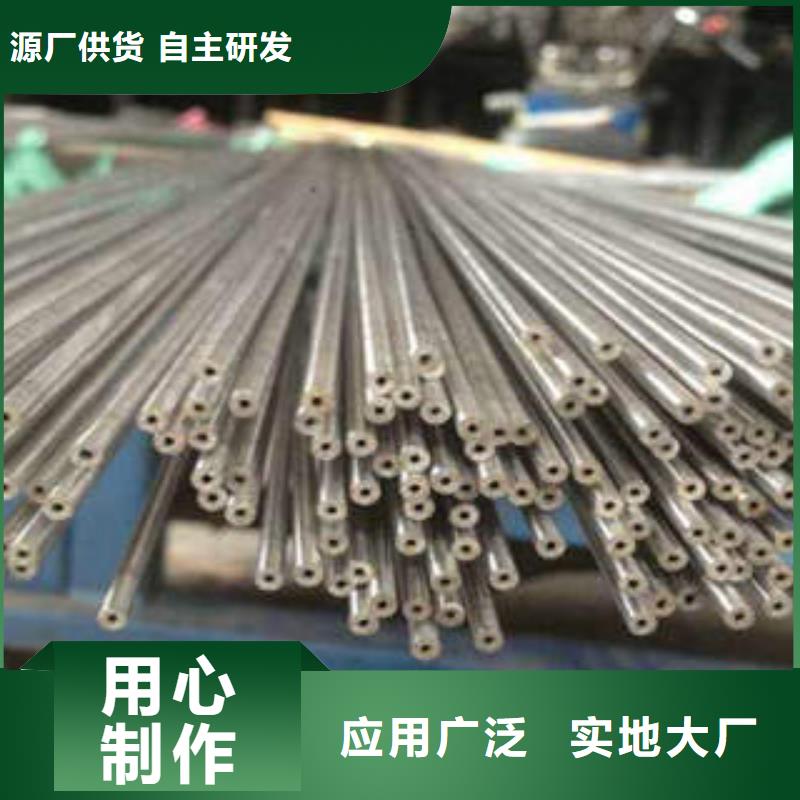
以下是:20CrMo精密管匠心品质的图文介绍


精密钢管工艺流程
管坯——检验——剥皮——检验——加热——穿孔——酸洗钝化磷化皂化——修磨——润滑风干——冷轧——去油——切头——检验——标识——成品包装
精密钢管特点:
1.外径更小。
2.精度高可做小批量生产。
3.冷轧成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
精密钢管计算公式::[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
前奏
真空退火优质弹簧钢、工具钢、精密钢管的丝材,不锈钢制品及钛合金材,作光亮退火均可采用真空处理。退火温度愈低,则要求真空度愈高。为防止铬的蒸发及加速热传导,一般采用载气加热(保温)法,并注意对不锈钢和钛合金不宜用氮而应采用氩气。



无缝钢管按生产方式可分为热轧、焊接和冷加工三类。热轧无缝钢管是将实心的管坯或钢锭穿孔并轧制成空心断面的钢管,基本工序是穿孔和轧管。冷加工无缝钢管是钢管的二次加工。冷加工是获得高精度、高性能管材的重要方法,包括冷轧、冷拔、冷张力减径和冷旋压等。高合金钢种用挤色金属无缝钢管以挤压方式生产为主。钢铁企业将正确把握行业发展的大趋势,继续贯彻落实供给侧结构性改革总体部署,坚定不移的化解过剩产能,坚决“地条钢”等违法违规产能,妥善处置“僵尸企业”,防止已退出产能死灰复燃,推动钢铁产业结构调整和转型升级取得更大进展无缝钢管的原料是圆管坯,:钢坯被送入熔炉内加热,温度大约为 1200 摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题,圆管坯出炉后要经过压力穿孔机进行穿空,一般较常见的穿孔机是锥形辊穿孔机。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成无缝钢管管。无缝钢管内径由定径机钻头的外径长度来确定。


通圆钢管制造有限公司生产各种 湖北恩施45#精密钢管,我司技术实力雄厚、企业内部管理严密、生产效率高;本公司生产的 湖北恩施45#精密钢管品种多,规格齐全,产品先进性、可靠性、稳定性已达到国际先进技术水平;产品以精良的质量、低廉的价格、美观的造型和完善的售后服务赢得了用户的信赖和好评;产品畅销全国各地。



一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的气泡产生,如果有大量的气泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管和冷轧钢管不同之处在于1.长度方面要短于热轧无缝钢管,2.冷轧无缝钢管的壁厚一般比热轧无缝钢管要小:其次是表面状态:冷轧无缝钢管表面看起来比热轧厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。


真空淬火
真空淬火炉按冷却方法分为油淬和气淬两类,按工位数分为单室式和双室式,904山\畏嘲均属周期式作业炉。真空油淬炉都是双室的,后室置电加热元件,前室的下方置油槽。工件完成加热、保温后移入前室,关闭中门后向前室充入惰性气至大约2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面变质。由于表面活性大,在短暂的高温油膜作用下即可发生显著薄层渗碳,此外,碳黑和油在表面的粘附对简化热处理流程很不利。真空淬火技术的发展主要在于研制性能优良、工位单一的气冷淬火炉。前述双室式炉亦可用于气淬(在前室喷气冷却),但双工位式的操作使大批量装炉的生产发生困难,也易在高温移动中引起工件变形或改变工件方位增加淬火变形。单一工位的气冷淬火炉是在加热保温完成后在加热室内喷气冷却。气冷的冷速不如油冷快,也低于传统淬火法中的熔盐等温、分级淬火。因而,不断提高喷冷室压力,增大流量,以及采用摩尔质量比氮和氩小的惰性气体氦和氢,是当今真空淬火技术发展的主流。70年代后期将氮气喷冷的压力从(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷却能力接近于常压下的油冷。80年代中期出现超高压气淬,用(10~20)%26times;10Pa的氦,冷却能力等于或略高于油淬,已进入工业实用。90年代初采用40%26times;10Pa的氢气,接近水淬的冷却能力,尚处于起步阶段。工业发达 已进展到以高压(5~6)%26times;10。Pa气淬为主体,而中国产气淬一些金属的蒸气压(理论值)与温度的关系则尚处于一般加压气淬(2%26times;10Pa)型阶段。



选购20CrMo精密管匠心品质来湖北省恩施市找通圆钢管制造有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:张经理-13563558037,{QQ:1131694199},地址:[开发区汇通物流园向东一公里]。