
产品详细介绍
以下是:k9球墨铸铁管件厂家直销的产品参数
导读 k9球墨铸铁管件厂家直销,鑫福兴管业有限公司为您提供k9球墨铸铁管件厂家直销,联系人:桂经理,电话:17335861688、13100067565,QQ:215134291,请联系鑫福兴管业有限公司,发货地:南村镇牛匠村发货到安徽省 巢湖市 。 安徽省,合肥市,巢湖市 2022年,巢湖市地区生产总值完成608亿元,按可比价格计算,比2021年增长4.3%。
为了让您更地了解我们的k9球墨铸铁管件厂家直销,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:k9球墨铸铁管件厂家直销的图文介绍


我国对锌层防腐的研究还比较少,而在国外,尤其是圣戈班穆松桥,对锌层防腐研究已经有60多年的历史。在圣戈班穆松桥的内部标准中,将锌+沥青外防腐形式确定为球墨铸铁管基本的标准外防腐层,并适用于绝大多数的土壤类型,同时这也是欧洲等发达的球墨铸管的标准外防腐模式性。球磨铸铁管电化学腐蚀金属与电解质溶液接触会产生电化学作用,其表面与溶液之间产生电位差,即电极电位。金属表面会因晶界、晶体缺陷、夹杂、应力和表面损伤不同而可能存在不同的相。这些电化学上的不均匀性使得金属表面微观各部电极电位不同,构成了腐蚀原电池。电位低的部分失去的电子,成为金属离子,进入溶液,称为阳极;电子流向电位高的部分,成为阴极。这种原电池反应的结果,致使在金属表面形成大量的铁锈。球墨铸铁管的氧浓差电池(见图1):当球墨铸铁管道埋设于潮湿的地下时,顶部的回填土相对疏松且距地面近,而底部基本上为原土,土质致密且距地面远。氧气从顶部渗入时会造成管道上下的氧气浓度差,而管道本身既是电极,又是电极联结导线;水为电解质,于是形成“氧浓差电池”。铁失去电子进入水膜,氧气得到电子成为氢氧离子。微生物腐蚀微生物腐蚀也是一种电化学腐蚀,所不同的是介质因腐蚀微生物的繁殖和新陈代谢而改变了与之接触的材料界面的某些理化性质。习惯上可分为厌氧腐蚀和好氧腐蚀。硫酸盐还原菌SBR是微生物中对腐蚀影响,研究多的厌氧腐蚀诱发根源。Von Wogozen Kuhr等人在1974年提出了经典的去极化理论,认为埋地铸铁管的点蚀是由于SBR的活动通过氢化酶将金属表面去氧,总反应式如下:好氧菌为铁氧化菌、硫化菌和铁细菌,通过硫细菌的作用产生硫酸可以发生好氧腐蚀。这些细菌在硫酸浓度达到10~12%时尚能存活,可以对铸铁产生严重的腐蚀。另一种原因是在好氧条件下金属表面细菌繁衍而形成一个高低不平不规则的生物膜。微生物的活动使得生物膜内环境发生变化,如氧浓度、PH值、酸碱度等,使金属表面形成阴阳区,导致原电池反应。



鑫福兴管业有限公司以全新的市场布局,针对 安徽巢湖DN600球墨铸铁管应对行业变化,顺应市场趋势发展,以期在创变中寻求突破,进而品牌核心竞争力,把握市场机遇,引领视讯产业开启全屏时代!


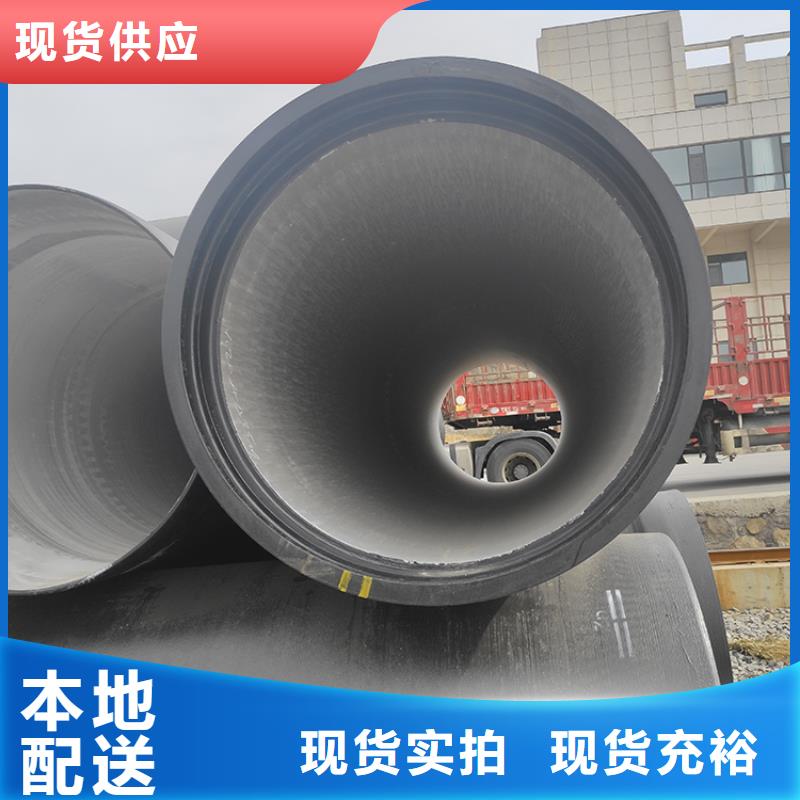
球墨铸铁管具有管壁薄,强度高,韧性好,防腐性能强,易安装等特性。是国内早按ISO2531生产球墨管的厂家。年生产能力100万吨,产品欧洲、非洲、东南亚和中东地区。主营产品:K9级离心球墨铸铁管、T型接口球墨铸铁管、球墨铸铁管件及配件、球墨铸铁井盖、无缝钢管、合金管、哈斯合金、不锈钢管以及进口管材。 球墨铸铁论重量表: 公称直径(mm) 直管部分外径(mm) 壁厚(mm) 每米重量(Kg/m) 承口重量(近似值Kg) 总重量(近似值Kg) 每米综合重量 100 118 6.1 15.1 4.3 95 15.8 150 170 6.3 22.8 7.1 144 24 200 222 6.4 30.6 10.3 194 32.3 250 274 6.8 40.2 14.2 255 42.5 300 326 7.2 50.8 18.9 323 53.8 350 378 7.7 63.2 23.7 403 67.2 400 429 8.1 75.5 29.5 482 80.3 450 480 8.6 89.3 38.3 575 95.8 500 532 9 104.3 42.8 669 111.5 600 635 9.9 137.3 59.3 882 147 700 738 10.8 173.9 79.1



球墨铸铁管有很多方法做的,其中有有一种叫做衬树脂砂热模法,今天小编就跟大家分析下这种铸造方法。球墨铸铁管在离心铸造中有一种方法叫衬树脂砂热模法,此种方法并不多见,也不是常用法,它是将管模加热到160-220度,然后在管模内壁里边内衬上涂覆一层膜树脂砂,一般这一层的涂覆厚度掌握在3毫米到5毫米就可以,内壁管模上带有一些排气孔,这样在浇注铁水时覆膜砂时,产生一些气体泡会无故的淌出来。由于树脂砂衬可以做到保护作用,使球墨铸铁管的管模承受热复荷的力度,大大减少。这样可以使球墨铸铁管的管模寿命增长,此寿命在10000次以上/根,使用这种方法生产铸管的冷却速度比较慢,这样铸态组织中残留的碳体,只要稍微经过一下低温的退火处理,就可以得到想象中的金相组织和较高的力学性能。衬权脂砂热模法:这种铸造方法是50年代时,首次在日本实验成功的例子。到现在为止,我国内可以做到这种铸造方法没有几个。其中,我钢益管业可以用此铸造方法生产1000毫米到2600毫米的大口径球墨管。



球墨铸铁管退火炉是球墨铸铁管的重要设备,由于炉型较大,长度在36m以上,宽度约8m,炉门较多,冷却段又要进行强制性冷却,因此炉子热量损失大,热耗高,能源浪费严重。造成热耗高的原因主要有工艺不合理造成球铁管在炉内的热焓增量偏大、炉子热效率低和燃料的选用不合理等。山东球墨铸铁管有限公司(简称铸管公司)针对这几个方面,对退火炉进行了多次改造,并制定了相应的措施,使吨管能耗显著降低,节能效果显著。2节能措施2.1 降低球墨铸铁管在退火炉内的热焓增量球墨铸铁管在退火炉内的热焓增量主要由球铁管在炉内加热的温度和球铁管的入炉温度决定,因此降低球铁管在炉内的热焓增量主要是降低退火温度和提高球铁管的入炉温度。2.1.1 合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,特别是小口径的管子可以适当降低加热段炉气温度。2.1.2 提高球铁管的入炉温度 在过程中,充分利用上一工序结束时物料的余热是节约能源的一个重要途径。根据理论计算,球铁管加热到1000℃,在600℃入炉与25℃入炉相比吨管能耗降低320000kJ,可节约焦炉煤气约20m3或者重油8kg。铸管公司退火炉的退火能力约是现有离心机能力的2倍,为此采取了间歇式集中退火的办法。在退火炉管子上线时保证连续退火的前提下规定热管先入炉,缩短热管的传输时间,使半数管子的入炉温度由环境温度提高到600℃左右。从而提高了管子热送比率和入炉温度,节能效果显著。2.2 提高退火炉的热效率对于连续式球铁管退火炉来说,其退火工艺较特殊,炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。对于结构已经确定的退火炉,要提高炉子的热效率,只有从退火炉的操作来实现。2.2.1 确定合理的加热温度和退火时间 球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间
总结 在安徽省巢湖市采购k9球墨铸铁管件厂家直销请认准鑫福兴管业有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:桂经理-13100067565,QQ:215134291,地址:南村镇牛匠村)。