

定做非标研磨管加工产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:定做非标研磨管加工的图文介绍
九冶管业有限公司拥有一批高素质的技术管理队伍以及【广东河源油缸管】完整的制造工艺,为客户打造出,节能,稳定,美观,实用的【广东河源油缸管】。高品质(九冶管业有限公司家通过ISO9001质量体系,完善的售后回访制度,严格把关每一个细节,做到每个【广东河源油缸管】都在优化改进)高技术(九冶管业有限公司坚持每年拿销售收入百分之十投入作为研发费用,与行业领头企业建立技术交流通道,不断吸收消化国际先进的【广东河源油缸管】技术)效率高(九冶管业有限公司拥有十余台【广东河源油缸管】精加工设备,还有十余名行业技术人员,保证用短时间为客户做出质量好的【广东河源油缸管】产品)


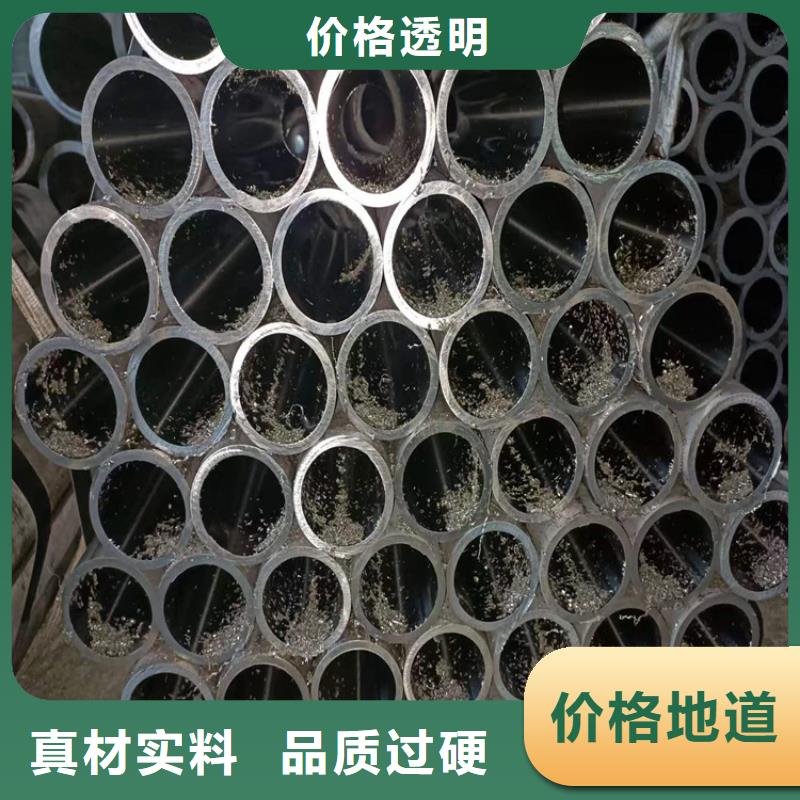
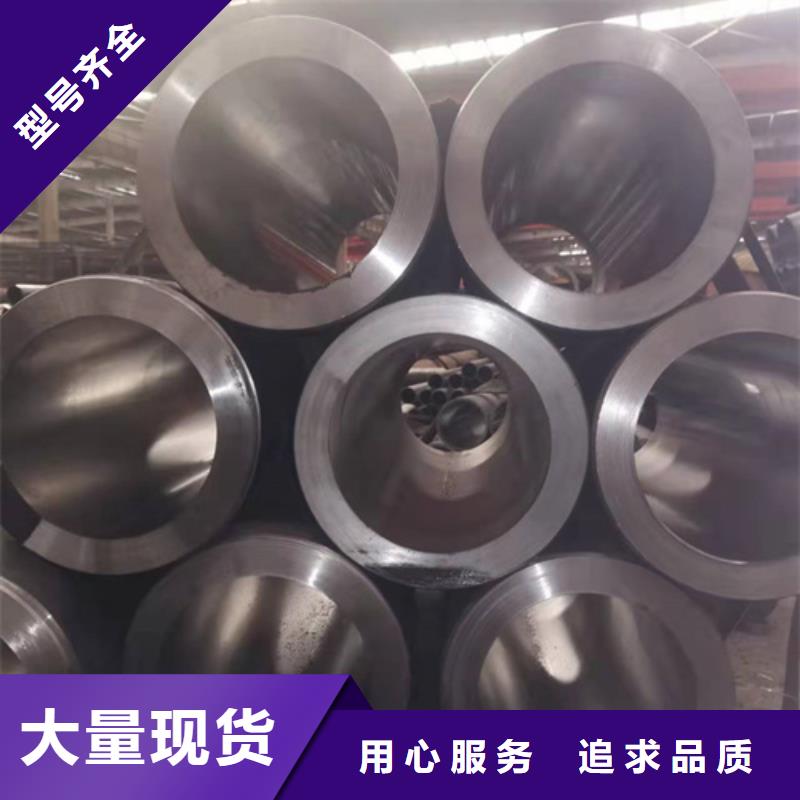
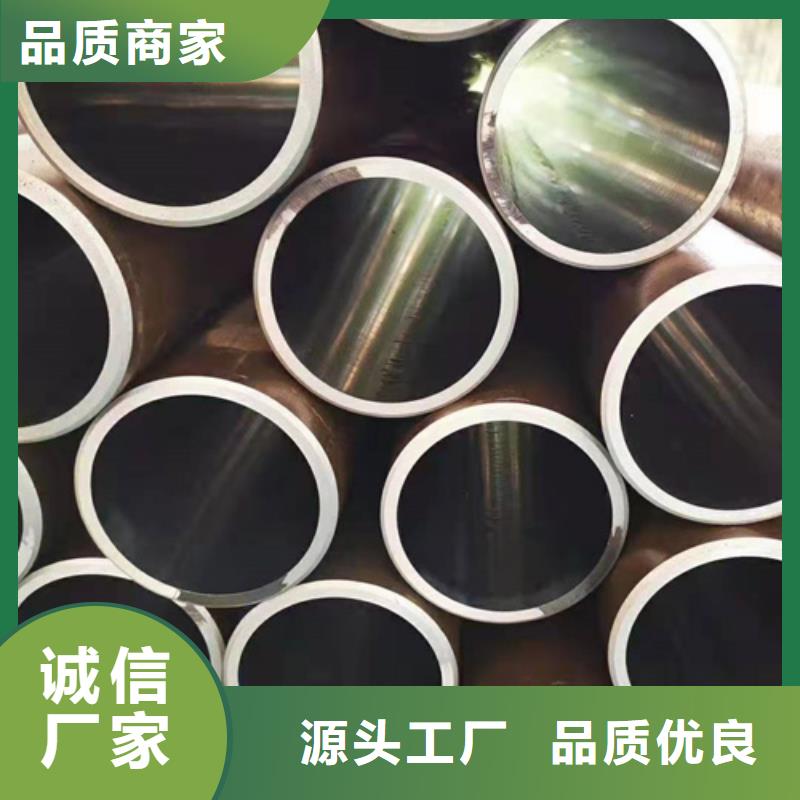
厚壁绗磨管加工内孔一般采用镗削、珩磨管铰孔厚壁油缸管是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;绗磨钢管要承受很大的液压力,因此,应有足够的强度和刚度。绗磨与内圆磨不同,加工是用一珩磨头伸进孔内,然后由机器带动旋转,往复,并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产,如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的,生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点,不过比起内圆磨的方式还是要快很多.精度方面不是什么问题,比起内圆磨有过之而无不及.



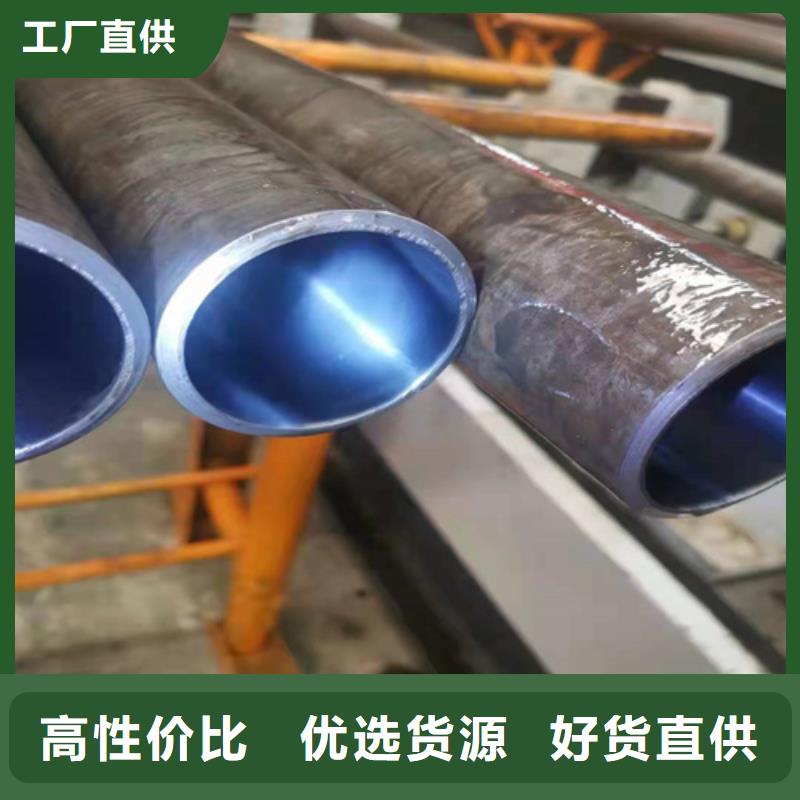
珩磨管的布置要求珩磨管有别于普通的管材,因此不管是它的加工方式,还是管路布置,都有非常特殊的要求。围绕着这两方面的内容进行详细的描述,以便于使珩磨管的功效得到充分的发挥。珩磨管实质上是一种经过特殊处理的高精密无缝钢管,其良好的性能使得它在各个领域中都有不错的使用效果。珩磨管在布置的时候,不管是排列还是走向都应该整齐一致,而且应层次分明。尽量采用水平或垂直的方式进行布置,而且在平行度和垂直度等方面也有严格的规定。珩磨管的切割也比较降低,如果直径是大于50mm的话, 是采用机械加工方法切割,确保管子切割面的平整,不能有毛刺、氧化皮、熔渣等缺陷存在。



1.珩磨管种类珩磨机,一般可以分为立式和卧式这两种。2.珩磨管结构珩磨机的主轴,其工作行程是比较短的珩磨管是油缸吗,因此合适用在珩磨缸体、箱体孔等上面。珩磨头,则是由主轴来带动进行旋转。与此同时,它会在液压装置的驱动下,进行垂直往复进给运动。一般来讲,珩磨机大多数是半自动的,会有自动测量装置,以便更好进行测量操作。3.珩磨管操作(1)检查珩磨机的润滑部位,特别是变速箱高精度珩磨管,是否润滑到位。如果没有润滑的话,那么应及时进行润滑,以免影响到机器的正常运行。(2)冷却液是否清洁干净,是否有杂质,以及量是否充足。对冷却液来讲,也要定期进行清理或者更换,以免受到污染。(3)机器开动后,要先空运转一段时间,以便能够排出液压管路中的空气。(4)对机器的各个部分,要进行检查,能否正常工作。(5)液压油的油温,**不能超过60摄氏度,否则应采取降温措施进行降温。如果不行的话,那么应停止工作。



有一种过程控制方法能缩短珩磨时间,珩磨管易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。