


联系我们

当前位置:
衡水 扬禹水工机械有限公司 >
武汉本地今日新闻
DN600铸铁镶铜闸门厂家
更新时间:2024-11-09 10:39:00 浏览次数:2 公司名称:衡水 扬禹水工机械有限公司
以下是:DN600铸铁镶铜闸门厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 面议/套 |
| 发货期限 | 面议 |
| 供货总量 | 12000 |
| 运费说明 | 面议 |
| 最小起订 | 1 |
| 是否厂家 | 厂家 |
| 产品材质 | 铸铁 |
| 发货城市 | 衡水 |
| 加工定制 | 加工定制 |
| 品牌 | 扬禹 |
| 主体材质 | 铸铁 |
| 密封形式 | 硬密封型 |
| 连接形式 | 手电启闭机 |
| 用途 | 止水 |
以下是:DN600铸铁镶铜闸门厂家的图文视频



DN600铸铁镶铜闸门厂家,扬禹水工机械有限公司为您提供DN600铸铁镶铜闸门厂家的资讯,联系人:高经理,电话:19831855678、19831855678,QQ:282083253,发货地:衡水冀州区西王开发区发货到湖北省 武汉市 江岸区、江汉区、硚口区、汉阳区、武昌区、青山区、洪山区、东西湖区、汉南区、蔡甸区、江夏区、黄陂区、新洲区。 湖北省,武汉市 武汉市是长江经济带核心城市、中部崛起战略支点、创新改革试验区,中国光谷致力打造有全球影响力的创新创业中心。根据发改委要求,武汉正加快建成以全国经济中心、高水平科技创新中心、商贸物流中心和国际交往中心四大功能为支撑的中心城市。
想知道DN600铸铁镶铜闸门厂家产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:DN600铸铁镶铜闸门厂家的图文介绍

扬禹水工机械有限公司
扬禹水工机械有限公司推行科学的企业管理,并注重实践、不断探索。通过科学细致的管理,我们j i大降低了 湖北武汉铸铁闸门生产成本,为客户带来了实惠;注重实践,使我们从生产管理到施工队伍,培养了一批技术过硬、经验丰富的技术人员;不断探索,使我们把行业发展使命与企业发展相结合,并与各专业机构及高等院校的专家密切合作,进行品质的升级及 湖北武汉铸铁闸门产品的更新,不断地追求顾客的满意。


对于铸铁拍门这类的水利施工设备来说,我们在实际的生活中是有着很广泛的应用的,所以对于这类闸门的性能质量我们也是要有良好的保障的。 在铸铁闸门的诸多性能优势中,耐腐蚀性是其中的一个重要方面。那么我们在进行相关的闸门防腐工作的时候,首先自然是要对造成这类设备腐蚀的主要来源有一个比较的了解,这样才能够更好的“对症下药”。 造成铸铁闸门腐蚀的*大原因自然是与其zui常接触到的水质情况有关。一般在各类的江河湖海水中都是会含有大量的酸碱或盐类物质的,这些物质成分都是会给铸铁闸门带来很大的侵蚀破坏的,所以我们在进行相应的防腐技术研制的时候自然也是要充分做好这方面的工作的,第二类会给铸铁闸门带来腐蚀影响的就是这类闸门所安装和使用的环境气候等因素。不同的气候条件下空气的温湿度以及对应的阴晴情况也是各有差异的,所以在研制铸铁闸门的时候我们是要能够根据具体的使用环境的相关因素来进行相应的差异化设计,从而能够保证其更好的为我们所用。 为了更好地发挥出我们厂产品的优势价值,我们在进行作业的时候就需要按照相关的规定来进行,同时对于这些事项也是要注意到的: *,不同施工场合中铸铁闸门的施工差异。虽然说这类的水利器械在性能方面都是大同小异的,但是不同的使用环境对于实际的作业和后期的使用价值的发挥来说也是有很大的影响的。所以我们就需要注意不同的环境中对于施工的不同规格标准。 第二,对于施工工艺的选择。很多的施工场合中我们需要实现的水利工程的重点功能是有所差异的,因而在施工工艺的选择上也是要适需而定的,这样才能够为相关工程的功能发挥提供更为有利的促进因素。 第三,做好相关的场所清理工作。关于这点的实施,不仅仅是涉及到施工过程中,同时对于施工后的零部件及工具等的整理检查等等工作也是要包含在内的,这也是为了使工程能够更加顺利的为我们的生产生活服务。



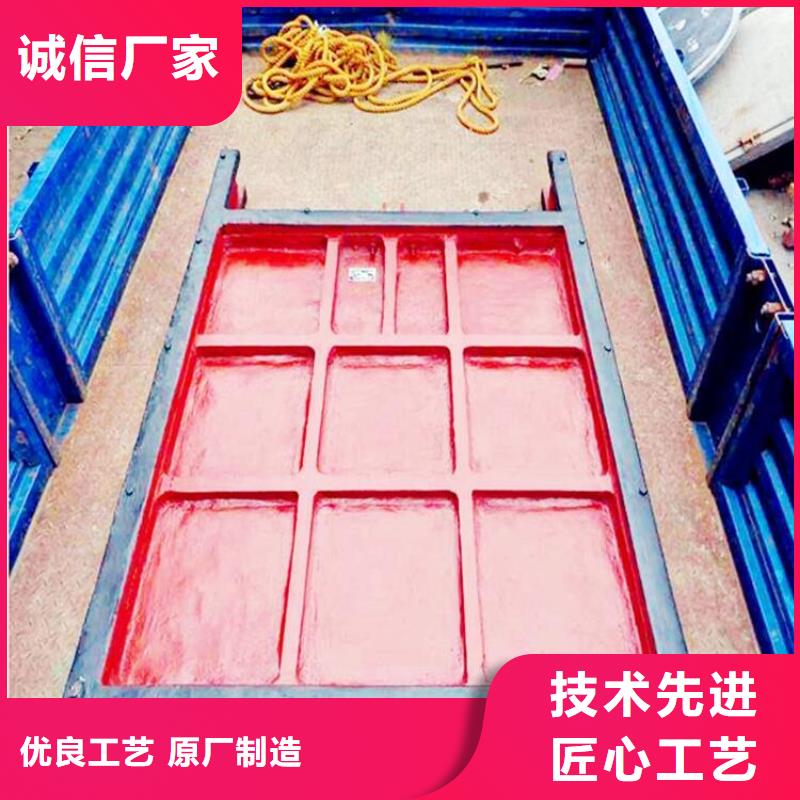
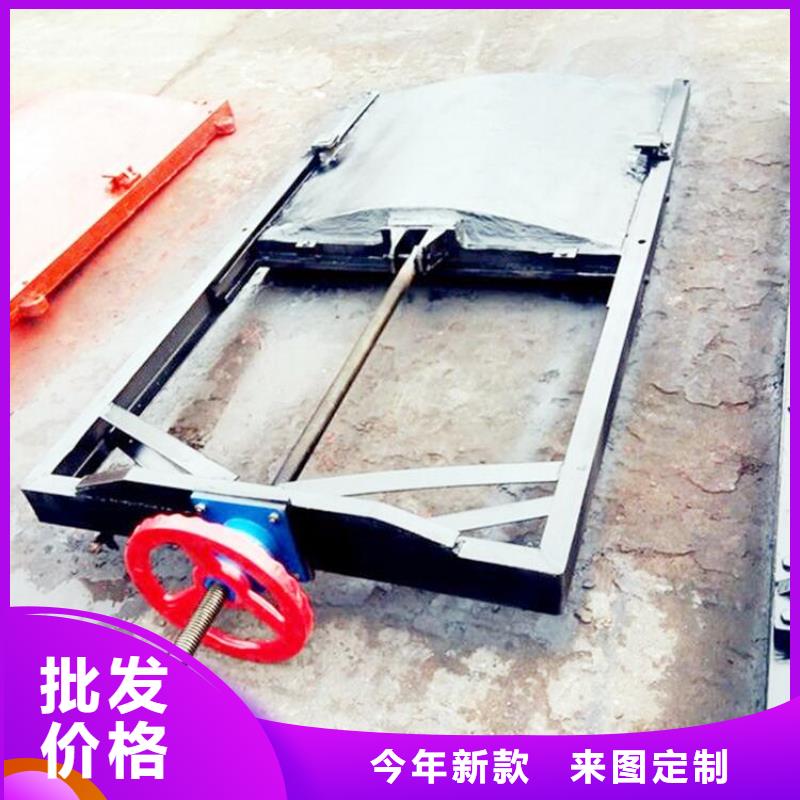
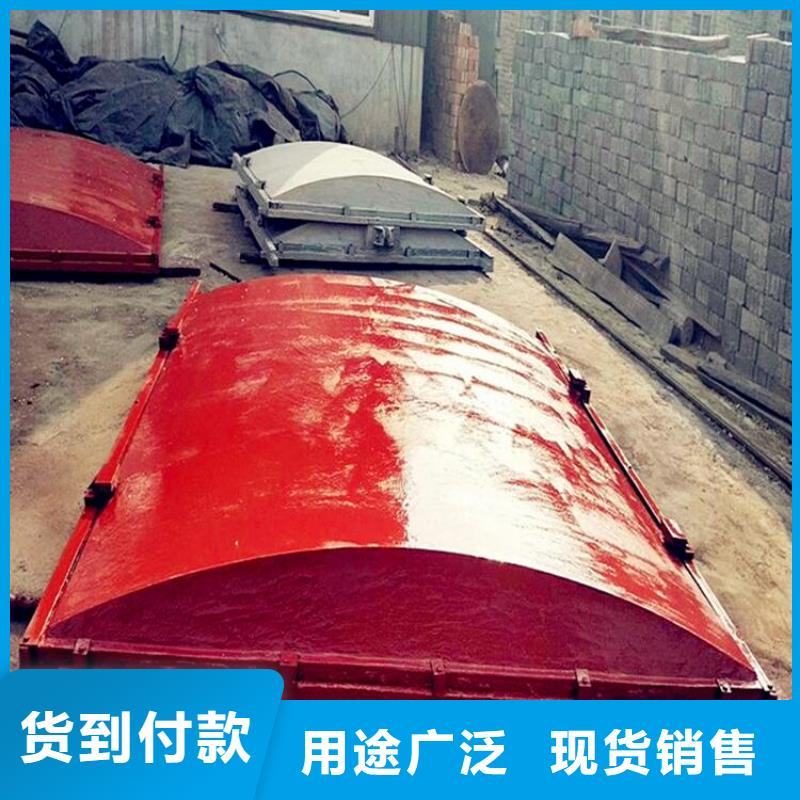
供应0.1米乘0.1米至2米乘2米机闸一体式铸铁闸门,产品介绍:铸铁闸门是一种小型平板闸门,广泛使用于取水输水、市政建设,给水排水、农田灌溉等工程中,通常设置在渠道、涵管的进水口,用作工作闸门调节流量、控制水位,或用作检修闸门关闭孔口挡水。铸铁闸门有方形、圆形两种。铸铁闸门一般由门叶和门框两部分组成,门体和门框的材料为铸铁,一般整体铸造、整体加工。门体一般采用面板与加强肋的结构,面板可做平面或拱形。门体一般整体铸造和机加工,但尺寸较大的可采用分块组成式。门体上一般采用整体式金属止水,兼作支承滑块,金属止水用同材料制作的沉头螺钉紧固在门体上,螺钉头部与止水工作面一起精加工,一些尺寸较大的也可“P”形橡皮止水。门框为铸铁闸门与基础之间的连接构件,相当于平面钢闸门的埋高部分。门框包括下部门框和上部导轨两部分。下部门框一般整体铸造加工,导轨可用螺栓(螺钉)与门框相接,或与下部门框整体铸造,在门体开启到至高位置时,导轨的顶端应高于门体的水平中心线。特点:铸铁闸门一般设置有可调节的楔紧装置,楔紧副(如楔块与楔块、楔块与偏心销等)分别设在门体和门框上。调节楔紧装置,可使得闸门关闭时门体紧贴门框,达到止水要求。铸铁闸门通常配置手动或电动螺杆式启闭机,用于操作闸门的启闭。有以下特点:布置简单,结构紧凑,节省空间;运行维护简单,减少运行费用,但铸铁闸门的造价比钢闸门略高一些。耐腐蚀性强。门体和门框的材料采用铸铁,止水面镶铜合金或不锈钢等耐腐蚀材料,防腐能力强,特别适用于污水或海水环境中。有特殊要求的地方还可以采用镍铬合金铸铁等耐腐蚀性更强的材料。铸铁闸门的止水副采用整体加工,止水效果好,金属止水使用寿命长。



平面钢闸门挡水面板形状为平面的一类钢闸门,直升式平面闸门。平面钢闸门的组成和结构布置:平面钢闸门是由活动的门叶结构、埋固构件和启闭机机械三部分组成。门叶结构是用来封闭和开启孔口的活动挡水结构。由门叶承重结构、行走支撑以及止水和吊具等组成。埋固构件包括(1)主滑道的轨道;(2)侧轮和反轮的轨道;(3)门楣,底坎;(4)门槽护角、护面和底滥。支承边梁是为于闸门两边支承在滑块或滚轮等行走支撑上的竖向梁。主要承受由主梁等水平梁传来的水压力产生的弯矩,以及纵向联结系和吊耳传来的门重和启闭力等竖向力产生的拉力或压力。 钢制闸门防腐解决方案一、闸门概况 闸门广泛应用于水库、水渠、水工隧洞、水闸等水工建筑物上,它们调节流量、控制水位、蓄水泄洪,造福人类。钢闸门作为闸门中常见的一种,具有承压力大、重量轻、启闭灵活、寿命长等优点。然而有资料证明:每年钢材表面的腐蚀在大气中为0.10mm,在河水中为0.15mm,在海水中为0.30mm。因此必须重视钢闸门的防腐处理工作,即采取有效防腐措施减缓钢闸门表面腐蚀速度,延长使用寿命,保证工程运行。 二、闸门防腐处理工艺 2.1钢闸门防腐措施 钢闸门防腐措施常见有三种,即涂料防腐、金属防腐和外加电流阴极保护与涂料联合防腐。 涂料防腐是利用涂料涂装在闸门结构表面形成保护层,把钢材与工作介质隔离,从而达到防腐目的。涂料防腐对闸门结构无特殊要求,应用很广泛。 金属防腐一般指喷锌、喷铝,而喷锌常用。喷锌就是通过一套专用设备将锌丝融化喷射到闸门结构表面形成锌镀层,防止钢材腐蚀。由于锌镀层本身有一些细微孔隙,所以常与涂料防腐联合应用。喷锌防腐常用于数量少、面积小、维护条件差、工作环境恶劣、防腐要求较高的重要结构。 外加电流阴极防腐是以闸门结构作为阴极并合理地布置一些辅助阳极,在电解质溶液中,通过牺牲阳极来保护阴极的电化学防腐方法。该方法常与涂料防腐联合使用,用于保护面积较大,结构数量较多而集中,表面形状比较简单而又常浸水中的重要结构。 2.2钢闸门一般防腐处理工艺 无论采用哪种防腐措施,必须首先对钢闸门结构表面进行表面处理,方法有三:人工法、机械法和化学法。目前常用的是干喷砂法(属机械法)。因此一般钢闸门防腐工艺流程为:表面处理(喷砂)—喷镀(喷锌)—涂料涂装。三、钢闸门防腐处理中需要注意的几个问题 由于受施工季节、工期和场地等条件影响,防腐处理过程中常出现一些违规现象,为此有必要从理论上提高认识,做到有据可查、有规可依,从而有效提高防腐质量。下面结合施工经验对一些难以统一标准的问题作简单论述。 3.1气象条件 气象条件主要是作业时的温度、湿度和露点。对喷砂和喷漆作业,要求:钢板表面温度高于露点3℃以上;相对湿度不大于85%;环境湿度喷砂为0℃以上,喷漆为10℃以上。露点是指潮气将凝结成液体的温度。 3.2环境条件 喷砂场地严禁闲人进入,保护磨料干净、清洁;喷砂作业与喷锌、喷漆作业要进行有效隔离,防止相互影响。 3.3各工序间的时间间隔 喷砂除锈后,钢材表面应尽快喷锌,一般控制在2h内,气象条件好时,也不宜超过8h。喷锌检查合格后,应立即进行涂漆封闭, 在锌层尚有余温时即涂装 遍防锈漆,以后各遍涂层必须在前一层全干透后方可进行,以免产生皱皮现象,通常干燥时间为6h,应按涂料说明书进行。 3.4喷涂距离与角度 喷砂喷射距离宜为150-300mm,喷射角度以45-80度为宜,这样可以边打边吹,避免直射时因砂粒反射引起相互撞击。喷锌喷镀距离为150-200mm,喷距过小,镀层温度增高,冷却收缩易引起翘皮和脱落;喷距过大,影响锌粒喷射动能,引起镀层结构疏松,孔隙增加,降低附着力。喷射角度(喷束中心线与工作面垂线夹角)控制在25度左右,这样既可减少锌粒互相碰撞,又可防止其滑冲与飞散,从而得到紧密、牢固的镀层。涂漆喷射角度应垂直,距离以150-250mm为宜,距离增大,漆雾喷射力量减少,易飞散,影响漆膜附着力;距离减小,易使漆液集中,形成桔皮流挂。 3.5涂层遍数与厚度 一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。 3.6边角位置及拼接焊缝处的喷涂 为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门喷涂。 闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。 四、防腐处理质量检查 钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。 4.1表面处理(喷砂) 一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。 4.2喷锌 外观质量目测检查,镀层表面应均匀无杂物、起皮、鼓泡、孔洞、凹凸不平、粗颗粒、掉块及裂纹等缺陷。 镀层附着力用划网络格法检查,具体操作按规范(DL/T5018-94)执行。镀层厚度一般为120-250μm,用磁性测厚仪测定,测点合格率不得低于85%。

DN600铸铁镶铜闸门厂家,扬禹水工机械有限公司为您提供DN600铸铁镶铜闸门厂家产品案例,联系人:高经理,电话:19831855678、19831855678,QQ:282083253,发货地:冀州区西王开发区。