
联系我们

当前位置:
聊城 安达液压机械有限公司 >
南京当地产品频道
#小口径研磨管#-质量过硬
更新时间:2024-11-17 03:49:17 浏览次数:8 公司名称:聊城 安达液压机械有限公司
以下是:#小口径研磨管#-质量过硬的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 5900/吨 |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 0.1吨 |
| 质量等级 | 正品 |
| 是否厂家 | 是 |
| 产品材质 | 20# |
| 产品品牌 | 九冶 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 金属色 |
| 适用领域 | 油缸 机械加工 |
| 是否进口 | 否 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 九冶 |
| 加工定制 | 是 |
以下是:#小口径研磨管#-质量过硬的图文视频




#小口径研磨管#-质量过硬,安达液压机械有限公司为您提供#小口径研磨管#-质量过硬,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,请联系安达液压机械有限公司,发货地:聊城辽河路燕山路交叉口南500米东首发货到江苏省 南京市 玄武区、白下区、秦淮区、建邺区、鼓楼区、下关区、浦口区、栖霞区、雨花台区、江宁区、六合区、溧水区、高淳区。 江苏省,南京市 南京市是首批历史文化名城,中华文明的重要发祥地,长期是中国南方的政治、经济、文化中心。南京在35~60万年前已有南京猿人在汤山生活,有7000多年文明史和近500年的建都史,西街遗址的发掘将南京建城史追溯到3100年前的西周时期。
我们的现场实拍视频将带您走进#小口径研磨管#-质量过硬产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
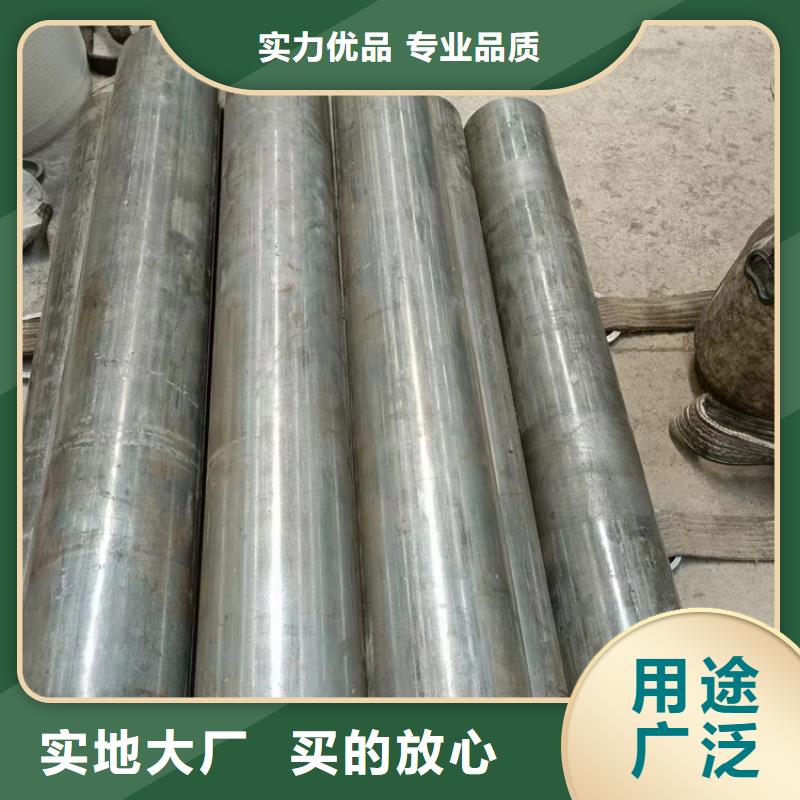
以下是:#小口径研磨管#-质量过硬的图文介绍


江苏南京企业旺旺珩磨管绗磨管油缸管 质量是产品的前提,只有质量好了,才是服务客户的根本,所以,对液压油缸管 表面的缺陷进行完美的修复,是我们对客户的 承诺 45#绗磨管在淬火后加高温回火是调质 调质处理是热处理的一种工艺,是指绗磨管在淬火后加高温回火.目的是使45#绗磨管调质后的零件具有优良的综合机械性能.关于调制处理工艺的加温时间保温时间冷却速度冷却介质等,要看具体的材料,具体零件的技术要求来决定。耐磨铸铁、合金铸铁由于铸件壁厚不均匀,在加热,冷却及相变过程中,会产生效应力和组织应力。另外大型零件在机加工之后其内部也易残存应力,所有这些内应力都必须。去应力退火通常的加热温度为500~550℃保温时间为2~8h,然后炉冷(灰口铁)或空冷(球铁)。采用这种工艺可铸件内应力的90~95%,但铸铁组织不发生变化。若温度超过550℃或保温时间过长,反而会引起石墨化,使铸件强度和硬度降低。



您好,感谢您在万千 江苏南京不锈钢油缸管中您找到了我们,关于 江苏南京不锈钢油缸管的任何问题,您都可以通过页面的联系方式找到我们,我们会给您细致的回答。


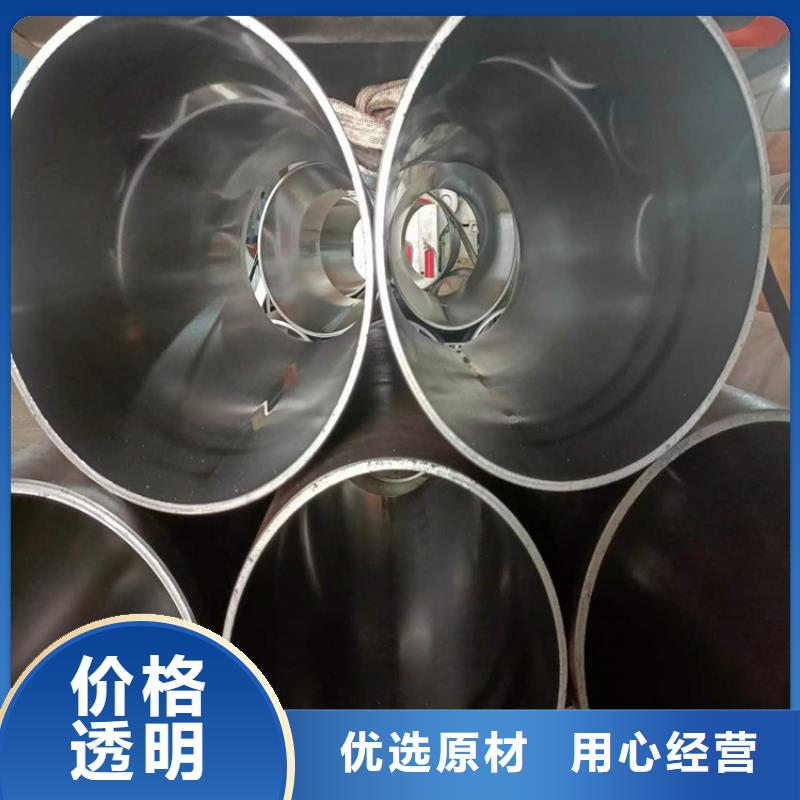
江苏南京企业旺旺珩磨管绗磨管油缸管绗磨管几大优点1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。2、修正圆度,椭圆度可≤0.01mm。3、提高表面硬度,使受力变形,硬度提高HV≥4°4、加工后有残余应力层,提高疲劳强度提高30%。5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。对冷拔20#绗磨管的质量进行考察,还必须要考虑到冷变形强化方面的内容和意义,首先是需要考虑到强化的具体材料和手段,因为有很多的材料是不能利用热处理的方法来进行强化的,因此,这种冷变形的强化方式就显得尤为重要了,再从更为长远的方向来进行考虑,冷处理方法能够冷拔20#绗磨管在使用过程中的保障性,因此,这种管道材料的优势显得更为明显,所以,推广度也比较高。



2江苏南京企业旺旺珩磨管绗磨管油缸管.铸件白口的高温石墨化退火铸件冷却时,绗磨管表层及薄截面处,往往产生白口。白口组织硬而脆、加工性能差、易剥落。因此必须采用退火(或正火)的方法白口组织。退火工艺为:加热到550-950℃保温2~5 h,随后炉冷到500-550℃再出炉空冷。在高温保温期间 ,游高渗碳体和共晶渗碳体分解为石墨和A,在随后护冷过程中二次渗碳体和共析渗碳体也分解,发生石墨化过程。由于渗碳体的分解,导致硬度下降,从而提高了切削加工性。3.球铁的正火球铁正火的目的是为了获得珠光体基体组织,并细化晶粒,均匀组织,以提高铸件的机械性能。有时正火也是球铁表面淬火在组织上的准备、正火分高温正火和低温正火。高温正火温度一般不超过950~980℃,低温正火一般加热到共折温度区间820~860℃。正火之后一般还需进行四人处理,以正火时产生的内应力


江苏南京企业旺旺珩磨管绗磨管油缸管不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:1、大口径绗磨管对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。2、绗磨管在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。3、大口径绗磨管珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。关于如何提高大口径绗磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。不过,在某些情况下,还是要注意一下珩磨管所用材质,以及材料硬度如何,以便可以综合考虑



#小口径研磨管#-质量过硬,安达液压机械有限公司专业从事#小口径研磨管#-质量过硬,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:辽河路燕山路交叉口南500米东首,以下是#小口径研磨管#-质量过硬的详细页面。