以下是:方矩管,架子管价格公道合理的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 品牌 | 恒永兴 |
|---|
| 规格 | 齐全 |
|---|
| 价格 | 电议 |
|---|
| 产地 | 天津 |
|---|
以下是:方矩管,架子管价格公道合理的图文视频
方矩管,架子管价格公道合理,恒永兴金属材料销售
有限公司为您提供方矩管,架子管价格公道合理产品案例,联系人:李经理,电话:022-86869388、18802286588,QQ:554918566,发货地:天津北辰区双街镇京津路西(北方实业发展有限公司内)发货到湖北省 荆门市 东宝区、掇刀区、京山市、沙洋县、钟祥市。 湖北省,荆门市 荆门市,为湖北省辖地级市,是长江中游城市群重要城市,鄂中区域性中心城市,素有“荆楚门户”之称。位于湖北省中部,地处汉江中下游,北接襄阳市和随州市,西靠宜昌市,东临孝感市,南与荆州市、潜江市、天门市接壤,介于东经111°51′~113°29′,北纬30°32′~31°36′之间,总面积12339.43平方千米。截至2022年10月,荆门市辖2个区、1个县,代管2个县级市。截至2022年末,荆门市常住人口为254.77万人。
我们的现场实拍视频将带您走进方矩管,架子管价格公道合理产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:方矩管,架子管价格公道合理的图文介绍


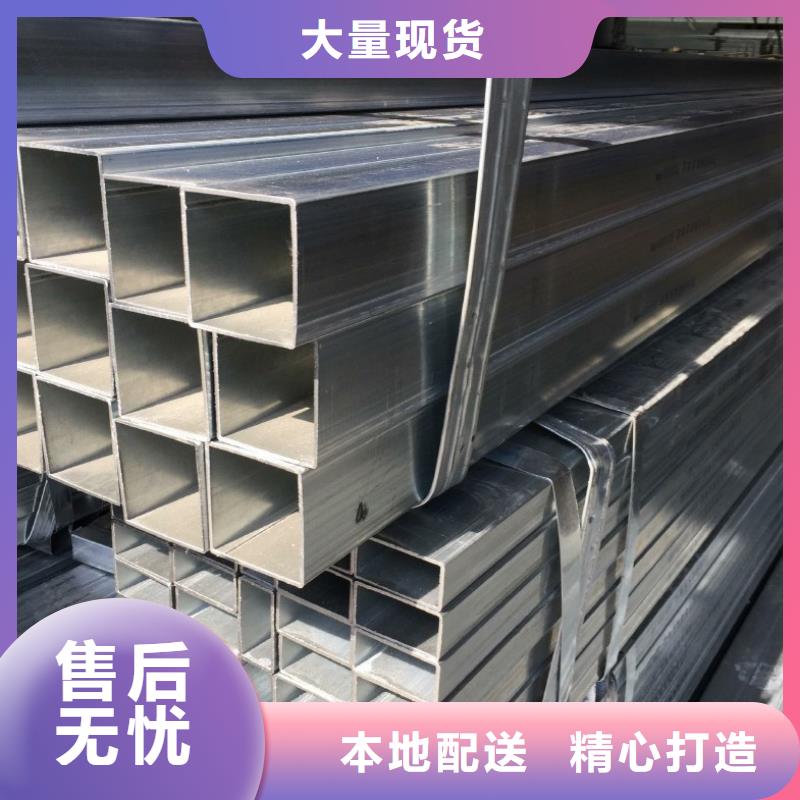
方矩管的制造,需要将胚料送入熔炉内进行加热,温度在一千二百度左右。主要以氢气作为燃料,在加热过程中,炉内温度的控制是为重要的部分,需要将温度控制在一个额定的范围内,这样才能保证制造出的方矩管能够拥有更加稳定的物理性能。加热完成之后,需要通过喷水的方式来冷却,因为在冷却之后钢管就要被矫直了,这样就能看到方矩管的基本雏形了,整个制造流程还是比较复杂的。目前在我国主要的方矩管生产,主要集中在成都、河北、山东和江苏,在气动元件、汽车、石化、电力和船只等等领域中,都用途广泛。
在我们的周围,可以看到很多管道系统,比如说自来水管,或者是燃气管等等。这些地方都会将钢管,作为铺设管道理想的管道材料,因为钢管相比较于,其他材质的管道而言,有着硬度方面的优势。不过在过去,铺设管道系统的时候,总会出现很多的难题。因为在那个时候,钢管的制作技术,还并不是那么的先进。这使得当时的钢管,各方面的性能,并不是那么的。尤其是在钢管的韧性方面不够,导致了钢管在进行连接的时候,总会遇到很多的麻烦。比如说连接的时候,需要用到很多其他的接头,才可以将两段不同的钢管,很好的连接到一起。或者是在对于钢管,进行扩口操作的时候,管道出现了裂缝等情况。每一次出现这样的问题,都会带来一定的损失,但是在现在,这样的一些问题,已经是全部不存在了。那是因为现在的管道系统,所使用的管道,就是方矩管,而方矩管就可以,很好的解决了,管道在连接之时所遇到的难题。比如说当连接,两段不同管道之时,根本不需要使用其他的接头。因为方矩管,本身对于管道各方面的参数,都是有着非常严格的标准。如果你严格按照了,实现预想好的,不同规格型号的钢管。那么在连接之时,钢管就可以,像你所预想的那样,可以进行很好的连接,好不会出现缝隙的问题。



实体工厂发货,一个起卖,交期准时,性价比高。 湖北荆门H型钢产品质量好,量大可谈,欢迎来购。


热轧方矩管的工艺流程:热轧方矩管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
方矩管内应力的退火工艺:将小口径方矩管加热到一定温度(通常在相变温度或再结晶温度以下),保温一段时间,然后缓慢冷却,以各种方矩管内应力的退火工艺。在压力加工、铸造、焊接、热处理、切削加工和其他工艺过程中,制品可能产生内应力。多数情况下,在工艺过程结束后,金属内部将保留一部分残余应力。残余应力可导致工件破裂、变形或尺寸变化,残余应力也提高金属化学活性,在残余拉应力作用下特别容易造成晶间腐蚀破裂。因此,残余应力将影响小口径方矩管的使用性能或导致工件过早失效。进行去应力退火时,小口径方矩管在一定温度作用下通过内部局部塑性变形(当应力超过该温度下材料的屈服强度时)或局部的弛豫过程(当应力小于该温度下材料的屈服强度时)使残余应力松弛而达到的目的。在去应力退火时,工件一般缓慢加热至较低温度(灰口铸铁为500~550℃,方矩管为500~650℃,有色金属合金冲压件为再结晶开始温度以下),保持一段时间后,缓慢冷却,以防止产生新的残余应力。去应力退火并不能完全方矩管内部的残余应力,而只是大部分。要使残余应力彻底,需将小口径方矩管加热至更高温度。在这种条件下,可能会带来其他组织变化,危及小口径方矩管的使用性能。



方矩管在退火时有时会出现局部波浪形的情况,为了避免这种情况的发生,我们在生产这种钢管时哪些地方是需要注意的?接下来小编来为大家介绍下。1.通过增加控冷风机的输出量,通过增加快冷风机的输出功率来进行调整。2.在异型管生产过程中,通过高低牌号调整和炉内气氛控制减少结瘤磨辊的时间,从而减少碳套辊的整体磨损。如果此时还出现碳套辊整体磨损边浪,则是碳套辊超期服役造成的。3.为两侧边浪,减少异型管带钢边部氮气通入量,增加二肋氮气通入量,将控冷挡板的比例由原来的2-5-9-5-2调整为1-6-9-6-1。4.正常情况下,连退炉内带钢张力根据带钢规格计算设定,原则是保证带钢的稳定运行。张力过小,影响纠偏辊的纠偏能力,不能保证带钢在炉内中间运行的轨迹,使带钢在炉内跑偏,严重时造成刮边。来料出现不平度为1.5%的浪形时,炉内张力应适当调低。5.生产中要使炉子两侧烧嘴燃烧的数量一致且分布对称,根据仪表显示和火焰颜色调整燃烧状态,使异型管带钢在无氧化炉内加热均匀,以防止产生加热浪形。6.碳套的使用周期根据生产规格和牌号可以有一定区别,生产牌号越高,碳套使用周期越短;生产规格越窄,碳套使用周期越短。建议中低牌号连退退火机组碳套使用周期为4-6个月。7.保证碳套辊与异型管钢带的同步性。在设定炉辊速度时,要考虑带钢的热膨胀,根据对应炉段的不同温度进行炉辊的速度补偿,使每根炉辊的速度都和相应的带钢速度一致,以减少炉辊和带钢速度不同步造成的炉底辊磨损。


方矩管在焊接时哪些地方是需要我们注意的呢?焊接压力的大小直接会影响到钢管焊缝的强度和韧性。如果所施加的焊接压力小,那么将会导致金属焊接边缘无法充分压合,而且焊缝中残留的非金属夹杂物因压力小不易排出,焊缝强度降低,受力后易开裂。反之,如果焊接压力过大,那么达到焊接温度的金属大部分被挤出,这样一来不仅会降低钢管焊缝的强度,而且产生内外毛刺过大或搭焊等缺陷。所以在焊接过程中需要根据实际品种规格来得到与之相适应的******焊接压力。根据实践经验单位焊接压力一般为20~40MPa。此外,关于焊接挤压量的确定主要是借助调整挤压辊之间的距离进行控制。在方矩管焊接中,所采用的焊接速度也会直接影响到其的质量。而且焊接速度和加热制度、焊缝变形速度以及相互结晶速度有关。对于高频焊管来说,通常焊接质量会随着焊接速度的加快而提高。由于其对于钢管的焊接质量会产生较大的影响,因而必须要注意到这一点。通常情况下,在不影响焊接质量的情况下,开口角长度应把握不同规格,进行调整。在一些情况下,还需要选择适合的磁棒。特别是在制作生产一些高频类钢管产品的时候,广泛采用它作为增感元件,使电磁能更多地集中在管缝的焊合面上提高焊速。而且在产生过程中,要用水充分冷却,以免因冷却质量不理想而导致磁棒断裂,影响方矩管的焊接质量。



在湖北省荆门市采买方矩管,架子管价格公道合理到恒永兴金属材料销售
有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-18802286588,QQ:554918566,地址:《北辰区双街镇京津路西(北方实业发展有限公司内)》。