









辽宁锅炉容器板的图文介绍
严选好货现货直发

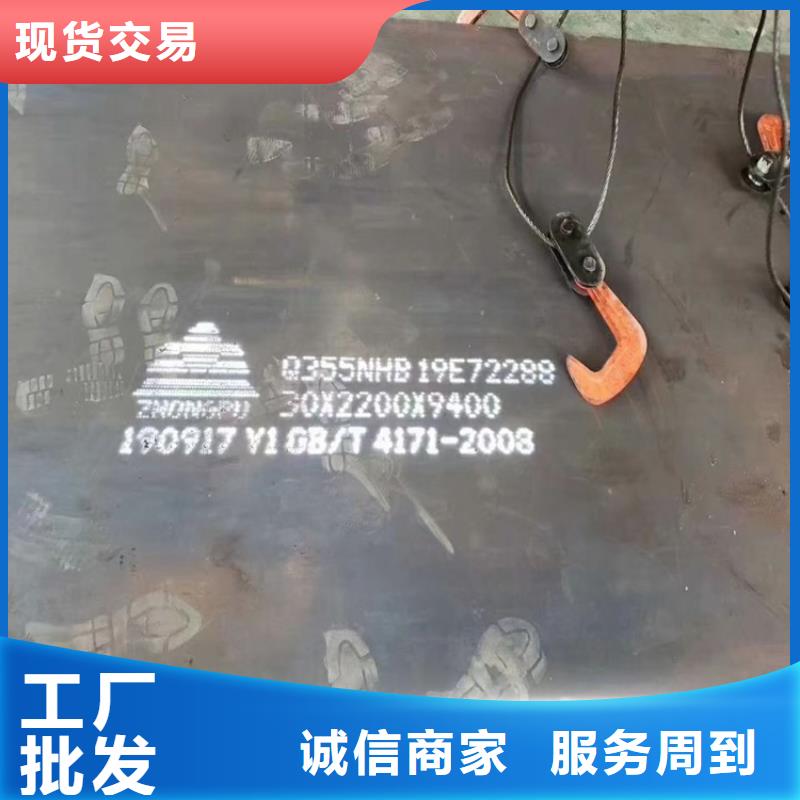
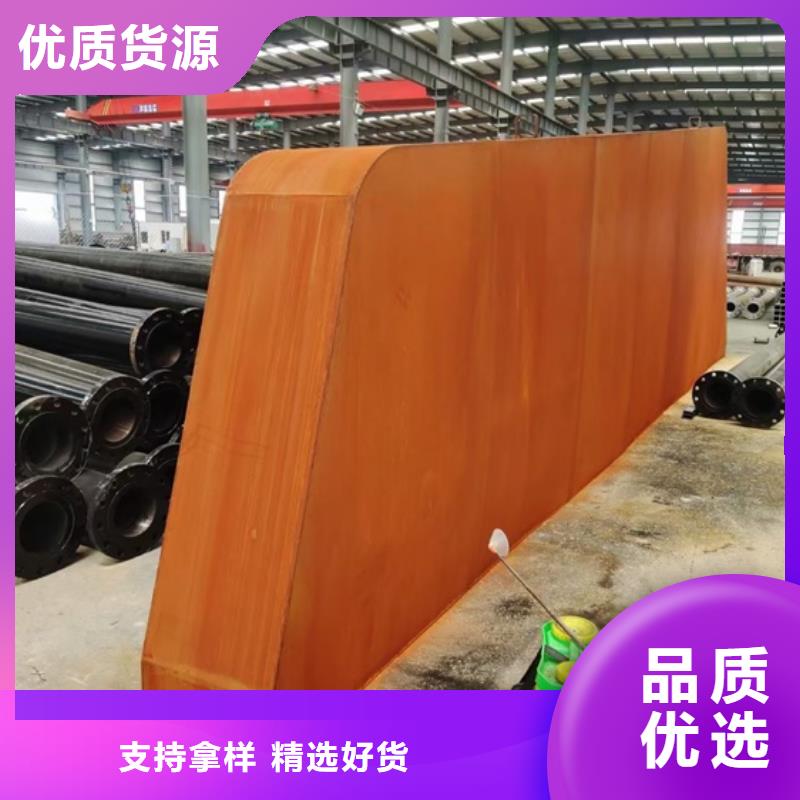
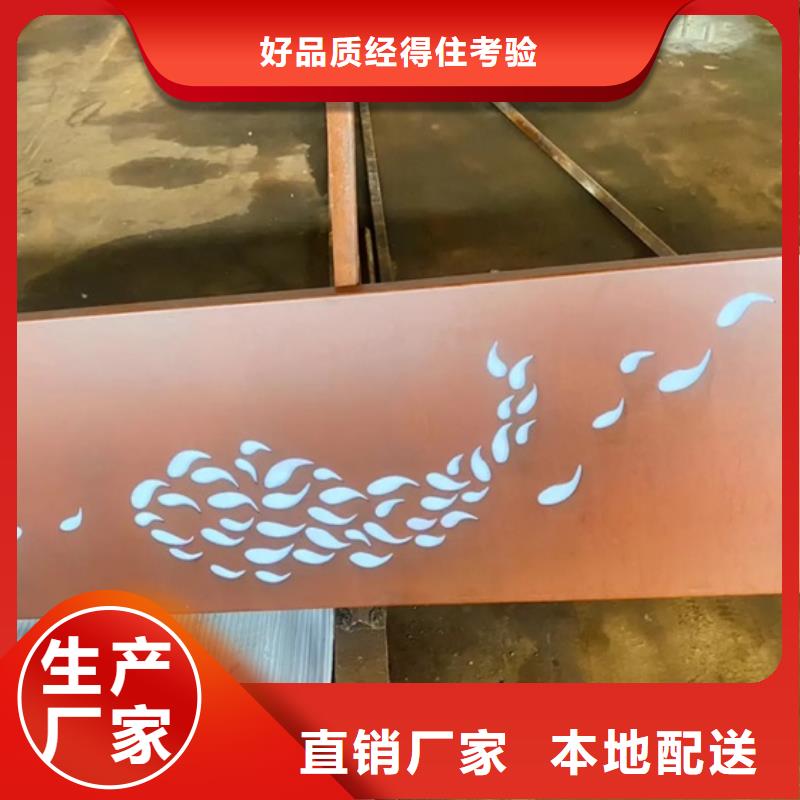
耐候锈钢板生产工艺操作要点 一、转炉: 1、装入量坚持稳定,废铜按2.8kg/t随废钢参加炉内,消费过程中不得互换炉子和交叉冶炼其它钢种。 一炉冶炼完毕后,倒净炉内余钢、余渣,下一炉不得冶炼Cu含量请求低于0.10%的钢种; 2、出钢温度≥1640℃,终点碳小于0.06%; 3、出钢渣料:600kg石灰+400kg合成渣,出钢过程镍板按2.3kg/t参加,其它合金按工 艺卡请求参加(即硅锰4.8kg/t,硅铁2.0kg/t,低碳铬铁17.5kg/t)。 二、精炼: 1、脱氧剂运用电石和铝粒; 2、锑锭(Sb含量99.8%)在 样后参加,提早准备好破碎的锑锭、镍板和废铜; 3、钛铁在脱氧良好、吊包前15分钟参加,如加硼铁需在钛铁参加5-7分钟后参加,钛铁前铝不得控制过高(控制在0.015%以内),避免参加钛铁后增铝铝高; 4、硫含量不宜控制过低,精炼出站硫控制在0.007-0.008%; 5、为保证过热度满足公司请求,钢包运用热周转钢包,开浇炉过热度按35-45℃(倡议吊包温度1610-1620℃控制),连浇炉按20-30℃控制(倡议吊包温度按1575-1580℃)。 6、钢水钙处置,保证喂线效果,开浇炉喂钙线250m,确保吊包样Ca含量大于0.0020%,连浇炉喂钙线100-200m/炉,确保吊包样钙含量在0.0015-0.0020%。 三、连铸(内弧角部裂纹控制): 1、连铸开浇布置中间包快换,该组浇铸完毕布置中间包慢换。前一组停浇前与水处置联络控制一冷水温,保证此钢种浇铸一冷进水温度为31-38℃; 2、开浇前一冷、二冷工况保证正常无梗塞,喷淋条、喷嘴对中无偏移,铸坯不跑偏,比水量按0.4L/kg; 3、确保水口对中正常无偏斜; 4、正常开浇后,控制结晶器水温差请求8-9℃; 5、选用日建包晶钢维护渣,西保220*260的10管维护渣备用; 6、现场丈量铸坯角部温度,高温矫直,按进拉浇机温度不低于950℃控制,温度低时能够恰当进步拉速调整; 7、铸坯步进冷床堆冷; 8、按1块/炉在不同流上取400mm长试样,用于检查角部裂纹及纵剖样低倍剖析,取样时标识好炉号、流数及内弧面 耐候钢板SPA-H-Q235NH-Q355NH现货厚度齐全可加工做锈



多年经验
买辽宁锅炉容器板直接找源头工厂给您更好的产品

质量把控
严格把控辽宁锅炉容器板生产标准确保品质出厂的都是合格品

支持定制
辽宁锅炉容器板按需定制产能稳定满足多种需求

服务保障
辽宁锅炉容器板成熟技术团队和售后团队交货准时

