
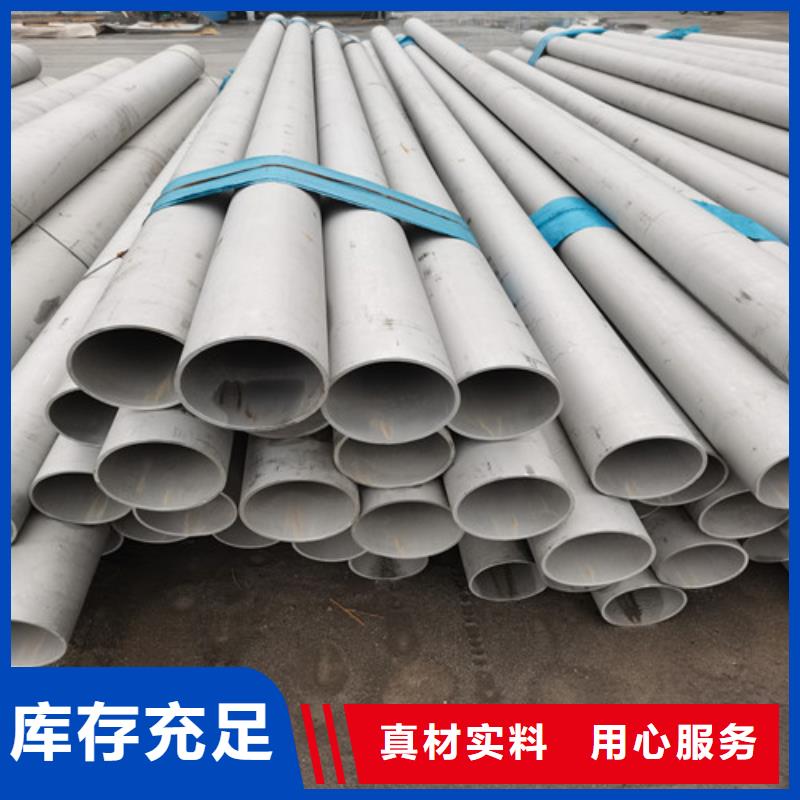

想知道DN600不锈钢焊管质量可靠产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:DN600不锈钢焊管质量可靠的图文介绍
福伟达管业有限公司主营: 四川宜宾304L不锈钢管,我们将本着与客户真诚合作、做客户可靠朋友的宗旨,为您提供优质服务!服务三保:保证质量、保证时间、保证数量。经营原则:顾客至上、质量优良、品种齐全、价格合理公司的经营理念:同样的产品比质量、同样的质量比价格、同样的价格比服务、同样的服务比信誉。服务宗旨:雄厚的实力、优质的品质、低廉的价格、的服务。郑重承诺:以z u i好的产品、z u i优的质量、z u i低的价格、z u i完善的服务、来答谢新老客户的信赖。经营原则:顾客至上、质量优良、品种齐全、价格合理、诚信为本、共创辉煌。

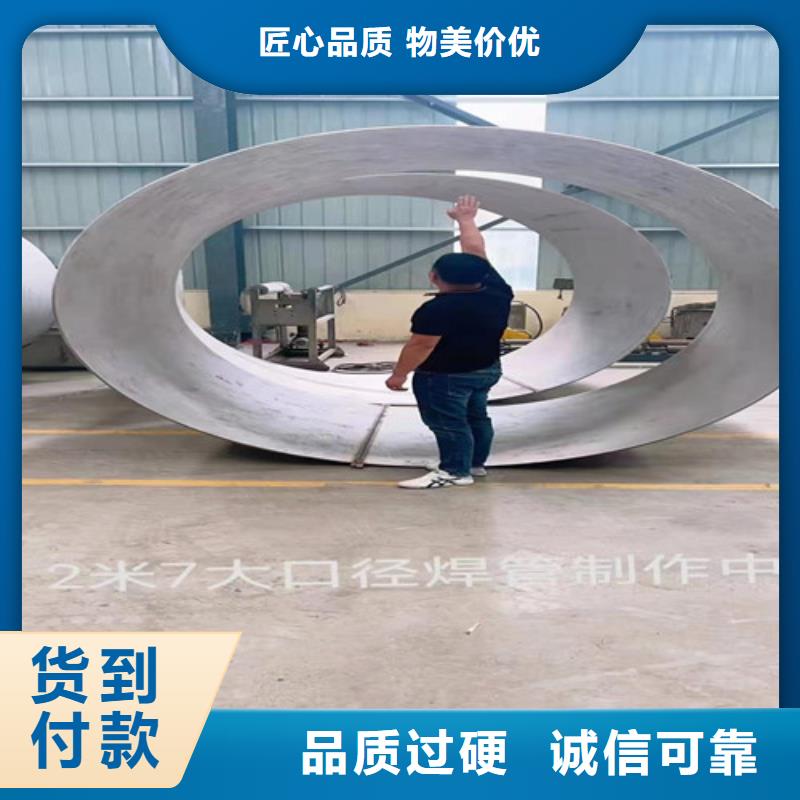
山东福伟达管业有限公司是成立于国内经济蓬勃发展、不锈钢需求急剧增长的二十一世纪初,是一家集不锈钢材料批发与材料加工、仓储、配送为一体的大型不锈钢工 贸型企业。总投资3000万元,年销售额在3亿元以上,公司现与山西太钢、宝钢、昆山大庚、 张浦、联众等诸多知名钢厂建立长期稳定的合作关系。 公司生产经营的不锈钢材料品种齐全。涵盖了200系列,300系列,400系列。不锈钢卷带、不锈钢板、不锈钢管、不锈钢屏风、不锈钢制品、 不锈钢异形件按需定制(酒柜、茶几、洗手台、包边线条、踢脚线、雕塑等)公司备有等离子切割机、卷料开平设备,激光切割机、8K镜面、磨砂拉丝、 贴膜及镀钛等设备,可对不锈钢材料进行开平、分条、剪板、油磨拉丝、整卷油膜拉丝,8K镜面、钛金等加工。另公司特色经营:中厚板整板零割,割圆, 割方,割异型,铸造件,锻打件,产品厚度可达150MM,各种特殊材质及规格可代为向钢厂定做,严格按照客户要求定轧。 公司材料被广泛用于机械,化工,石油,锅炉,热交换器,食品机械,饮料机械,医药设备等行业,公司在全国范围内拥有强大的客户群体, 我们与时俱进,不断巩固自身实力提高产品质量的同时也不断完善售后服务。相信只有这样不断的前进,才能迈进更为广阔的空间。坚持以“打造有价值, 可优化,不断进取的专业性销售团队,悉查客户需求,超越客户期待”的服务理念和“以品质求生存,以创新求发展,以信誉求市场,务实创新,超越自我 ”的经营理念为广大客户提供完整的不锈钢产品体系。


不锈钢管与管板连接头的连接是换热器制造的关键工序,有强度胀接、强度焊和胀焊结合三种连接方法,但经常采用不锈钢管与管板胀焊结合的连接方法。是先焊后胀还是先胀后焊,至今仍有争论。 1、先焊后胀工艺的优点及应用 换热器制造厂历来多采用先焊后胀工艺,而较少采用先胀后焊工艺。究其原因是与使用机械胀接法作为主要的胀管手段密切相关。因为在机械胀管过程中,存在着摩擦并产生大量的热必需用机油来润滑和冷却,油液渗浸进入胀接接头的缝隙,要彻底干净十分困难。夹缝中油水等杂物的存在,焊接时易于形成气体,而这些气体来不及逸出便存在于焊缝中。另一方面胀管区又往往堵塞了排气通道,增加了焊缝中生成气孔的可能性。采用先焊后胀工艺则可以避免上述不利因素,特别是对于钛材和某些有色金属,要求焊接的基本条件十分严格,不允许油水和铁离子污染,选择先焊后胀工艺更易保证焊缝质量。 2、先焊后胀工艺的缺点分析 ①机械胀接法存在着固有的缺点,各管之间长度不一,连接强度和紧密性不均;胀管接口的内表面产生硬化现象,给重复补胀带来困难;管与管板材料的胀接的相容性有一定的限制,如:钛管与碳钢的胀接、铝管与碳钢的胀接等均受到了限制;劳动生产率低,而且小管径或厚壁管的胀接较困难等。②管口环形焊道不均匀,由于不锈钢管与管板之间存在着0.2~0.5mm的装配间隙,而且总是偏心配置,加上不锈钢管与管板孔的加工偏差,造成每一个管口的环形焊道不均匀。对于薄壁管很容易焊穿。③存在一段长15mm的非胀管区,GB151-99规定胀管区与焊缝的距离为15mm,目的是为了避开胀管力对焊缝的破坏。此非胀管区内存留着气体,当换热器受热后其体积膨胀,产生强大的压力,可能对焊缝或胀接造成破坏。另外为了充分利用管板的设计厚度,管板厚度内的胀管区总是越长越好。长15mm的非胀管区,对于厚管板而言,消极效果不明显,但对于薄管板,则不可小视。④不锈钢管伸长损伤焊缝,机械胀管使管壁减薄,不锈钢管伸长,对焊缝损伤。⑤焊接时在管口处形成焊瘤,管口收缩和变形给以后的胀管作业带来困难。为了使管接头顺畅地进入管孔中,则有必要对管口焊接提出较高的要求。



不锈钢资料的洁净不锈钢管道不只简单加工成型,经用漂亮,并且简直不需求外表维护,因此在实践出产日子中许多洁净工程选用不锈钢无缝钢管作为工程规划的首要部分。除此之外,不锈钢洁净管道设有多种不同的强重比、外表光洁度、洁净度等技能标准以习惯各类工程规划要求,跟着洁净技能的不断发展,不锈钢洁净管道在建筑行业上的运用日益广泛。 工艺流程净管道施工的工艺流程首要包含:施工图纸审阅、施工现场丈量、预制管道装置洁净房、管道预制与现场装置、管道体系测验、管道吹扫冲刷、工程检验七个施工进程。1)施工图纸审阅。该进程要求专业技能人员在施工前将图纸所涉及的内容,包含管道原料、洁净气体种类及品质、作业压力、等进行详细审阅,尤其是要对不同气体的管道所选用不同原料的外表要求,洁净等级等是否满意规划计划进行判别;2)施工现场丈量。依据洁净室的湿度要求、噪音要求、洁净管道振荡等功能要求,再结合现场实践状况,查看图纸标高是否;3)管道预制洁净室。洁净管道体系的洁净效果与洁净管道装置进程有着密不可分的联系,所以洁净管道的装置场所与洁净管道体系的洁净等级应坚持共同,所有的装置资料应预制在相应等级的洁净室内。4)预制管道与现场装置。管道阀门等管件在装置之前需进行脱脂清洗,去除管件在出产运送进程中油污及杂质,使资料具有洁净室装置的洁净度要求。5)管道体系测验。洁净管道装置完结后,有必要依照规划要求进行强度和气密性测验,详细选用气压实验仍是水压实验则依据假如洁净管道作业介质来决议。假如作业是气体,则选用气压实验,假如作业介质是液体可选用纯水(蒸馏水)实验,施工现场难以解决纯水问题时,也可以选用枯燥压缩空气、氮气等洁净气体替代。实验压力为规划压力的1.15倍,强度实验时刻为10到20min,气密性实验时刻为24h;6)管道吹扫和冲刷。 为确保管道体系的洁净度就有必要在运用前对其进行吹扫和清洗,吹扫介质应与压力实验气体介质相同。接连对管路进行吹扫,不光可以铲除管壁附着的残留物,一起带走了管道中的水分,起到了枯燥管道的效果。7)工程检验。洁净管道装置完结后,依据我国JGJ71-90《洁净室施工及检验标准》中,洁净管道装置监督查验规矩报请监督查验组织进行检验,并出具装置监督查验和报告。管道装置工程竣工后,向管道运用单位提交装置质量证明文件,并在装置单位及其无损检测单位应将工程项目中管道装置及其检测资料进行备份保存。首要施工办法及技能措施洁净管道的施工工艺不同于一般管道,对施工进程、计划规划、施工工序等环节都有很高的要求,并且每个环节的施工质量有必要严格操控,假如其间某个环节呈现纰漏,将会对整个出产工艺的洁净度发生严重影响。



