


对于12Cr1MoV无缝管_我们是厂家产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:12Cr1MoV无缝管_我们是厂家的图文介绍
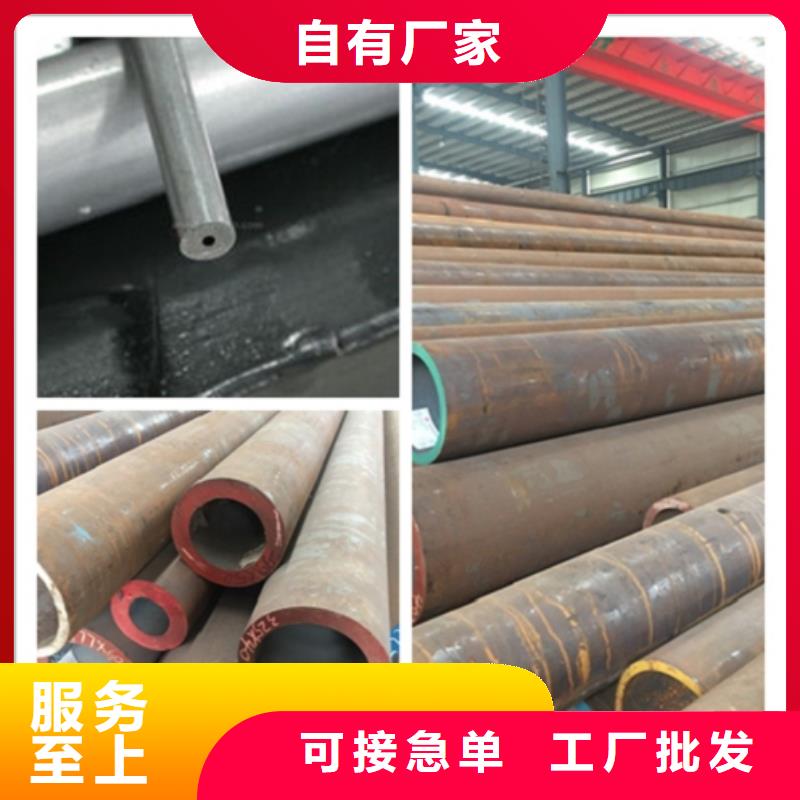
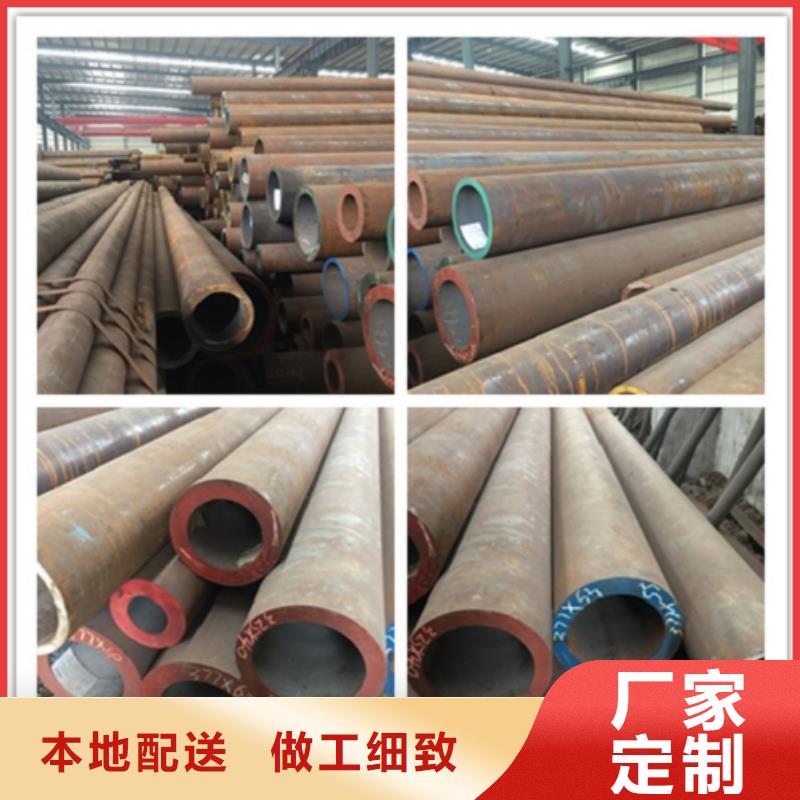
无缝钢管在钢管中的地位是比较高的,有着很多的比较大的因素,主要的使用量已经是占到了百分之九十以上,在各行业中都是应用到的。我国的无缝钢管厂家都是在广泛进行生产来的,截止目前我国每年的厂家的数量也是在不断地进行持续增加的,可见就是得益于无缝钢管的性质和生产条件进行决定的,常见的生产的工艺和流程比较复杂,具体的原因如下: 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管在我国钢管业中具有重要的地位。据不完全统计,我国现有无缝管生产企业约240多家,无缝钢管机组约250多套,年产能力约450多万吨。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。



热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。内结疤的影响因素有:除氧化物剂、喷吹工艺、芯棒润滑等因素。下面就随无缝钢管厂家小编来看一下如何控制无缝钢管的内表面缺陷: 1、除氧化物剂 氧化物要求在芯棒预穿时处于熔融状态。其力度等严格要求。 1)除氧化物剂粉末粒度一般要求在16目左右。 2)除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。 3)根据毛管内表面面积确定除氧化物剂的喷吹量,一般为1.5-2.0g/dm2,不同直径、长度的毛管喷吹得除氧化物剂量是不同的。 2、喷吹工艺参数 1)喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走。 2)吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。 3)喷嘴高度应根据毛管直径进行调节,以保证对中良好。每个班次要清理一次喷嘴,长时间停机要拆下喷嘴进行清洗。为保证除氧化物剂在毛管内壁均匀吹扫,在喷吹除氧化物剂工位使用选装装置,并配以旋转气压。 3、芯棒润滑 芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。



艾斯特钢材有限公司位于经济开发区。交通便利,地理位置优越!具有良好的生产经营环境。公司本着“专业造就精品,诚信赢得未来”管理理念,以先进的生产装备,“以质兴业,以优取胜”,面向产品的多元化,国际化迈进。公司始终坚持以市场为导向,以满足客户需求为宗旨,通过科技创新,不断研发及引进国内外先进的技术及设备;真正为客户做到质量保证、供货及时、售后!本着分工合作、共享俱荣的服务理念,必将与您成为永远的朋友,忠实的伙伴,期待与您共同发展!主要产品为: 广东阳江无缝钢管系列产品。


目前我国大口径无缝钢管,主要生产工艺为热轧大口径无缝钢管和热扩大口径无缝钢管,热扩无缝钢管 规格为325mm-1220mm厚为120mm,热扩无缝钢管可生产非国标的尺寸,热扩无缝管就是我们常说的热扩管,密度比较低但是收缩很强的钢管用斜轧法或拉拔法扩 大管材直径的一 种荒管精轧工序。在较短的时间内使钢管增粗,可生产非标,特殊型号的无缝管,且成本低,生产效率高,是目前国际轧管领域的发展趋势。 GB5310(高压锅炉用无缝钢管)上规定外径大于或等于76mm,且壁厚≥14mm的钢管应在20℃进行夏比V型纵向冲击试验;三个试样冲击功的平均值应不低于40J,允许一个试样的冲击功低于平均值,但不低于平均值的70%。外径>219.1mm,且壁厚≥25mm的钢管可用横向力学性能试验代替纵向力学性能试验。在20℃进行夏比V型横向冲击试验,大口径管做横向力学性能试验要方便一些 。


