
不要错过这部精心制作的热镀锌螺旋管生产厂家靠谱厂家产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:热镀锌螺旋管生产厂家靠谱厂家的图文介绍
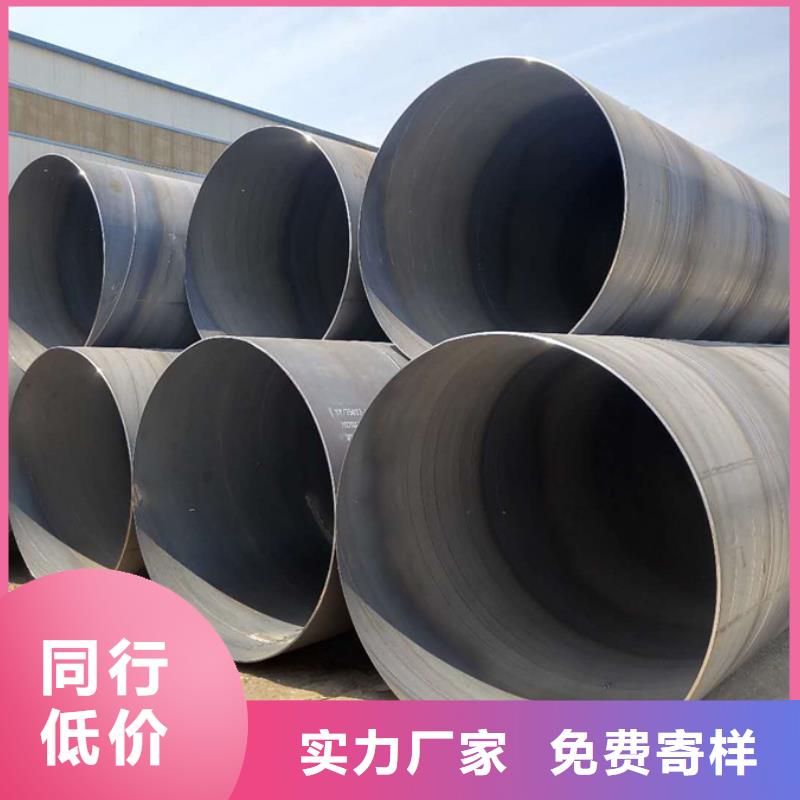
诚信商家不会出售劣质产品,主营产品 山西忻州09CuPCrNi-A钢板。公司可接大批量订单直接让利给消费者。品质保障:做工材质均选用优良材料,每道工序都严格准确把控。工艺精良:产品都是厂家生产严格按照标准执行,直供货源物,物美价廉。贴心服务生产、加工、销售、售后一条龙服务,严苛质检和效果测试,确保使用无忧。


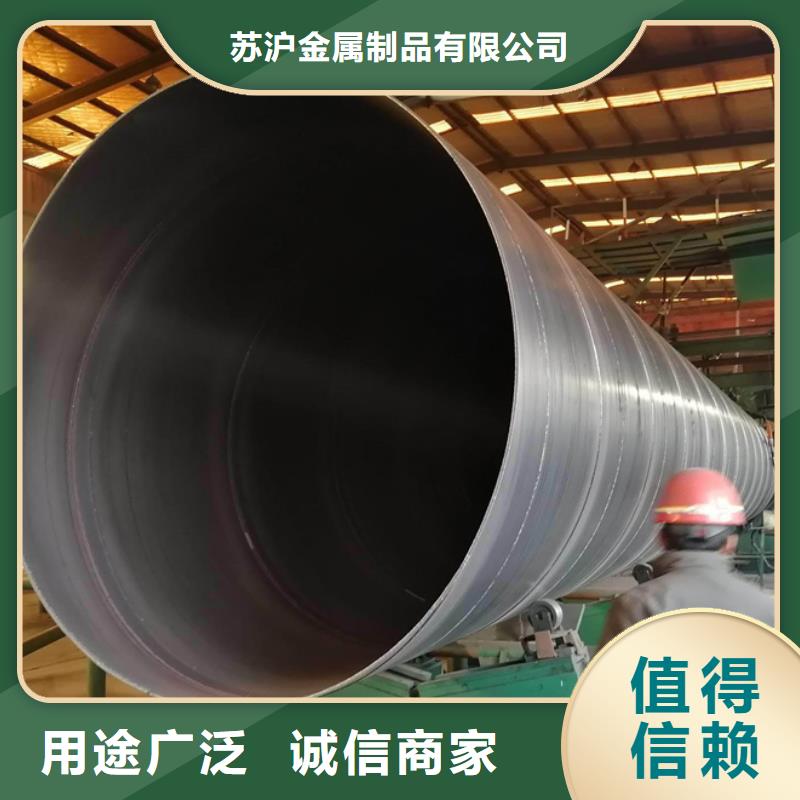
二. 山西忻州防腐螺旋管冲压成形 冲压成形螺旋钢管弯头是早应用于批量生产无缝弯头的成形工艺,目前,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。 与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。 冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。 冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。



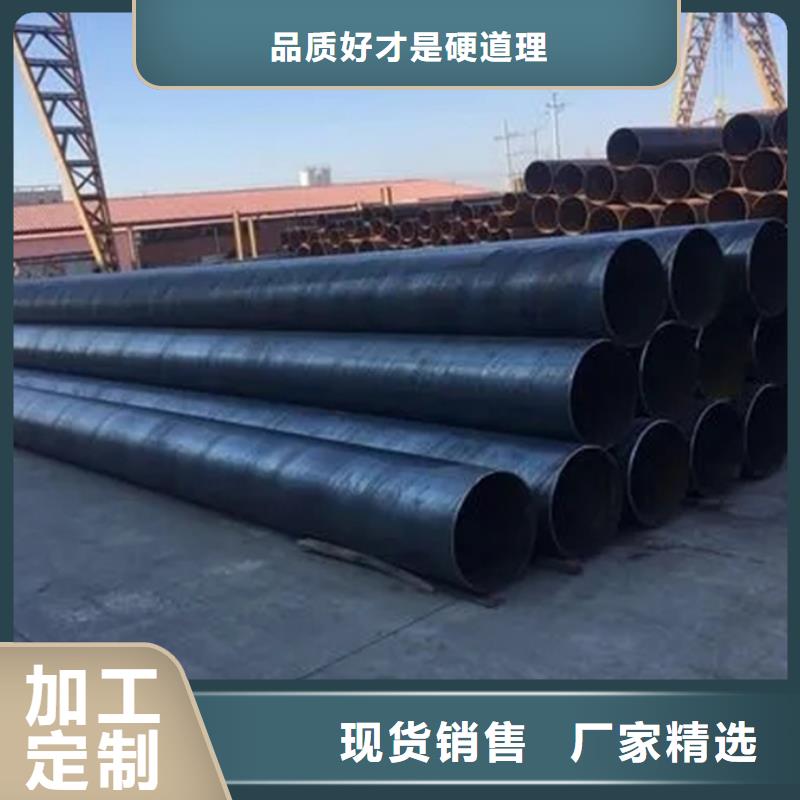
E.山西忻州镀锌螺旋管管材焊接:焊缝质量必须符合GB50268-97 4.2的有关规定,焊缝应平整,宽度均匀,根部熔深,无明显的凸起缺陷和咬边现象,焊缝增强应比管面高2mm左右,将凹槽的边缘焊接2-3毫米。 F.山西忻州镀锌螺旋管管道与法兰的焊接,管道应插入法兰的三分之二,法兰与管道应垂直,二者与轴线重合。 成品山西忻州镀锌螺旋管经水冷后排出,但毕竟经过高温加热后,水冷后螺旋水管的温度仍然很高,因此在取下螺旋管后应注意以下几点。 冬季在山西忻州镀锌螺旋管的生产过程中,环氧粉末和粘合剂应比平时大1%,以达到实际所需的厚度。 将山西忻州镀锌螺旋管下线后不要暴露在高温下。暴露很容易导致PE层膨胀,进而导致钢管的外壁膨胀,从而达不到防腐效果。 取下螺旋钢管后,切勿淋雨。雨后很容易在管接头处引起渗水。


