
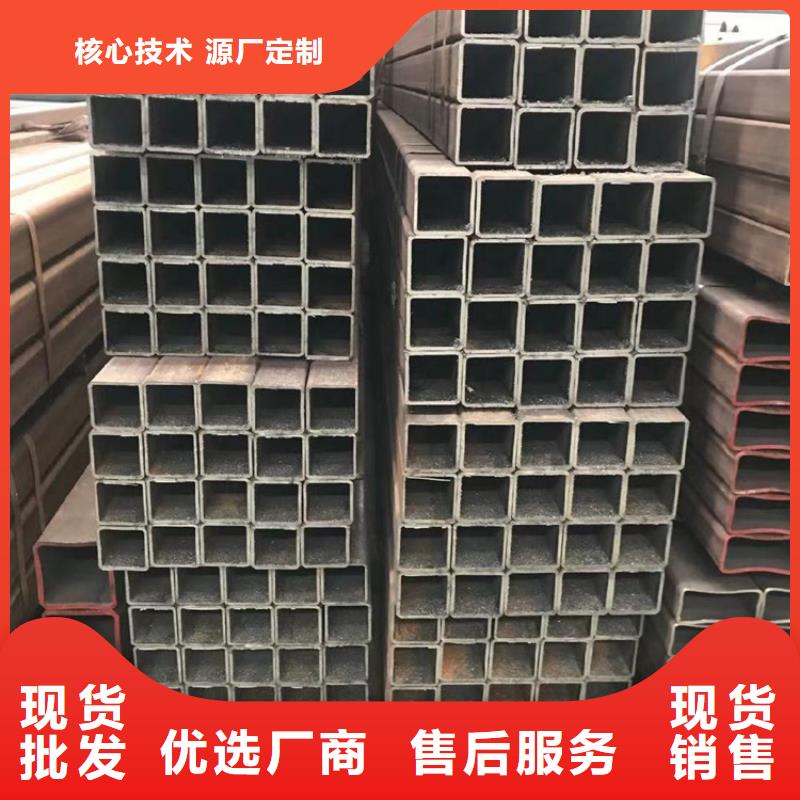
想要了解尖角方管厂家送货及时产品的魅力?视频为你揭晓答案!
以下是:尖角方管厂家送货及时的图文介绍


吉林长春方矩管重量计算公式:4*壁厚*(边长-壁厚)*0.00785
矩形管重量计算公式:{(周长÷3.14)-壁厚}*壁厚*0.02466
备注:以上单位为kg/m,其中壁厚和边长的单位为毫米,即mm。
吉林长春方矩管生产工艺流程
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成方管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。



吉林长春方矩管光洁度:
1 无缝 方矩管内外表面应光滑平整、无气泡、无折叠。
2 内表面积小于100平方毫米时 ,内表面积允许公差为±0.2mm。
3 内表面积大于100平方毫米 时 ,内表面积允许公差为±0.5mm。
4 内表 面不允许有裂纹及折叠现象;5 不得有结疤 6 无明显的划伤及碰伤痕迹 。
(2) 吉林长春方矩管平整度:
1 无缝方管内外表面应平整光滑 。
2 用10倍放大镜观察时 ,不应有明显的凹凸不平。
3 管口端面与管子中心线垂直 。
4 管口端面不得有毛刺 。
5 管子弯曲处不得出现折皱。
6 管子两端面应平行。
7 除锈后的焊缝处不允许有明显凸起。
8 不应有明显凹坑 。
9 不允许有影响使用的缺陷。
10 吉林长春方矩管当采用卷板机焊接时 ,焊缝处的圆角半径不应小于母材的厚度。


联众物资有限公司是一家集 吉林长春方矩管、冷拉扁钢厂家、热轧方钢厂家、热轧扁钢厂家的研发、生产、销售和服务的综合性企业。公司专业生产 吉林长春方矩管、冷拉扁钢厂家、热轧方钢厂家、热轧扁钢厂家等产品。 作为一个自创性生产企业的代表,我公司一直秉承提高单个产品附加值的理念,将“提供优质产品和满意服务,为客户创造高的价值”公司使命贯彻始终,坚持以“服务,创新,专精,务实!”的公司经营理念,




吉林长春方矩管切面的六大要点:
(1)要切断的地方,请用抹布或柔软的布类将方管表面的油、杂物或泥土完全擦拭干净。
(2)务必选择不锈钢切断专用。
(3)切断的位置,要配合施工图及现场的状况,用米尺或其它测定工具,画出确定位置并标示切断线。
(4)吉林长春方矩管切断时,请用虎头钳等方管固定器具,确实固定后再行切割。
(5)方管的切断面应保持真圆,切断线应与方管轴心成直角。用力过猛是导致将方管切成扁平或椭圆的原因,故应以适当的力量切方管。
(6)吉林长春方矩管切断面的铁屑、毛边应用锉刀或适当工具完全,以防铁屑、毛边在插入接头另件时刮伤橡胶o型密封圈及其它附属品。

