



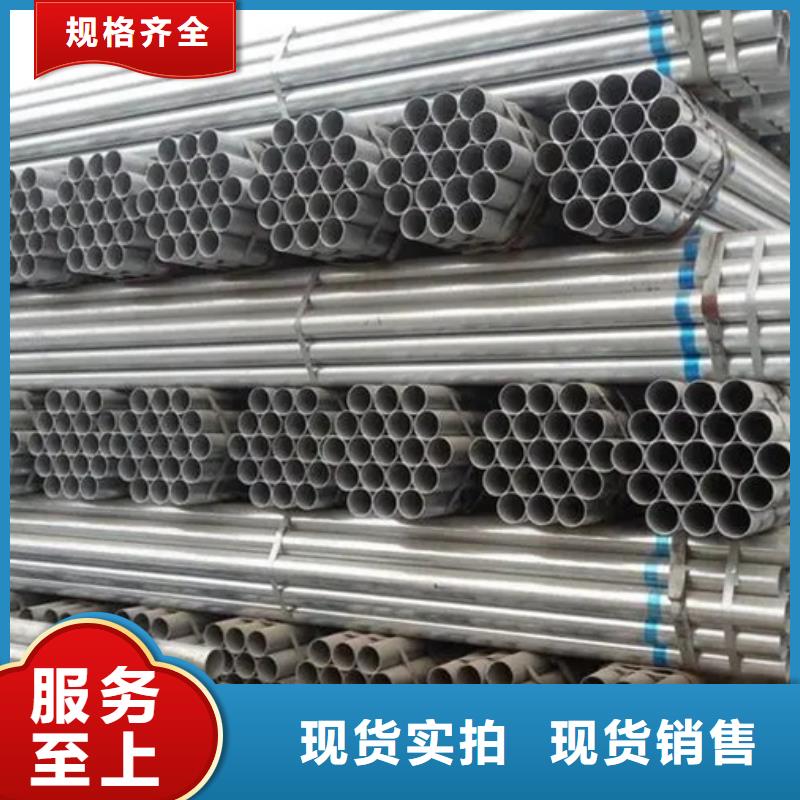

产品视频展示,助您洞悉镀锌焊管生产厂家施工队伍产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:镀锌焊管生产厂家施工队伍的图文介绍

苏沪金属制品有限公司始终坚持“创新务实,追求卓越,诚信守约,用户至上;以质量求生存,以科技求发展”的经营理念。秉承“员工与企业共成长,企业与合作伙伴共同发展”的指导思想。以科学的管理为基础,以的人才为支撑,以不断创新的激情为动力,以打造的“苏沪金属制品有限公司”品牌为己任,企业形象,创造出更好的 山西大同09CuPCrNi-A钢板产品。


点炉中的热处理不可能一气呵成。山西大同镀锌管落地水平应根据温度控制,中间关炉改变压力,使淬火后的工件透视自始至终不矛盾。注意冷冻液的测量。 如果 10% 盐水溶液的测量高于 60°C,则不能应用。冷冻液不得有血、沙等残留物,否则会出现视角多或景物不均。粗胚一旦调质,视角就永远不会均匀。 如果要失去良好的调质质量,则毛坯应进行粗加工,圆棒应进行锻造。 山西大同镀锌方管活塞机的液压系统有单活塞杆气缸和双活塞杆气缸两种。 单活塞杆液压系统只有液压缸的一端,两侧分别为出油口和回油孔,以达到横向适应。又称双效油缸,常用于液压挖掘机等工程机械。 镀锌方管双活塞杆液压系统具有两侧延伸的液压缸,其组成与单活塞液压系统基本相同。 当液压系统的右腔充满液体,左腔被抽油时,活塞杆偏心,对面的活塞杆偏心。 镀锌方管的稳定性和合理性。



山西大同Q355B镀锌管加工工艺的冷却和润滑、断孔顶边和热轧带钢的冷却质量不仅影响其使用寿命,而且影响镀锌方管内外层的质量控制。 芯棒的冷却和润滑质量首先影响镀锌方管的内表面质量、镀锌方管的壁厚精度和芯棒消耗量; 同时也会影响冷轧时的负荷。 钢坯表面污垢的和控制是指在冷轧变形前立即合理镀锌方管毛细管内外层和废管内外层的锌灰。 控制再空气氧化。 针对镀锌方管内螺纹吹氮喷硼的解决方案,轧管高压水除鳞和等径径进口可以合理改善和提高内外层质量。 要提高华尔钢镀锌方管的整体特性,加大对公司发展的推动作用。这就要求企业提高镀锌扁钢在加工过程中的专业化管理方法,从原材料的采购,到生产过程,到成品入库的检验,在每一个全过程,都有相应的管理计划 应该制定,每个过程都要进行评估,产品要精细化和细致化,体现公司的管理方法,但是这种管理方法的演进之后还是为了产品质量的提高。



山西大同热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。