

无需繁琐的文字描述,观看我们的视频,让质优价廉的k9DN1000球墨铸铁管批发商产品一览无余!
以下是:质优价廉的k9DN1000球墨铸铁管批发商的图文介绍

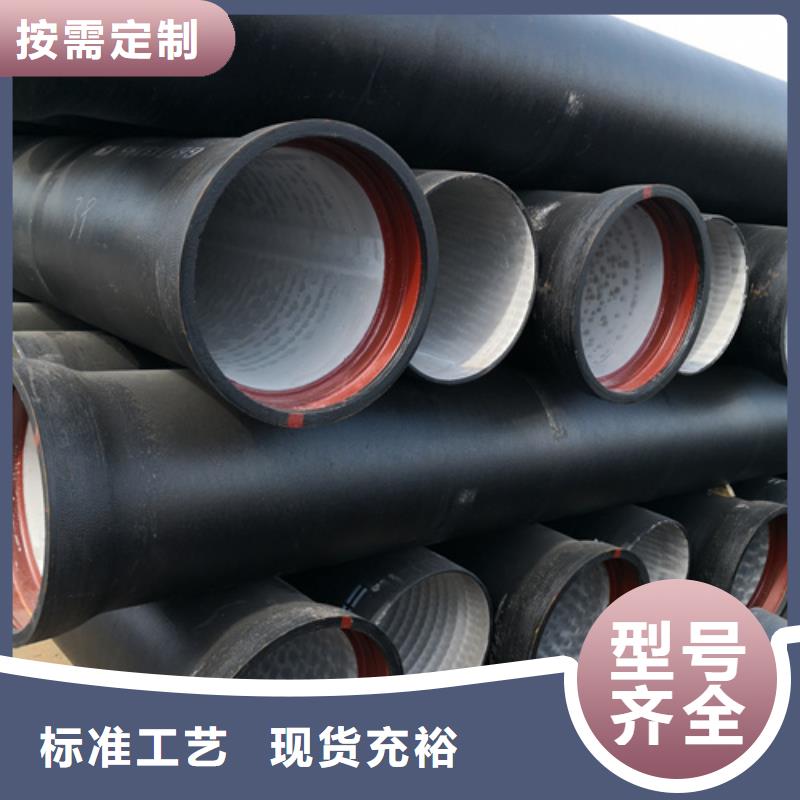
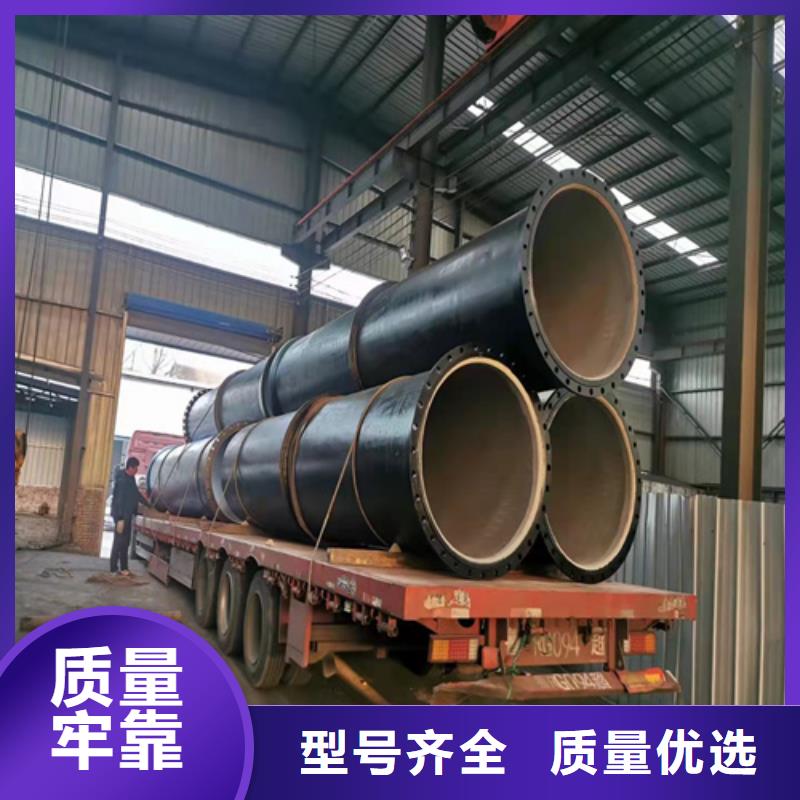
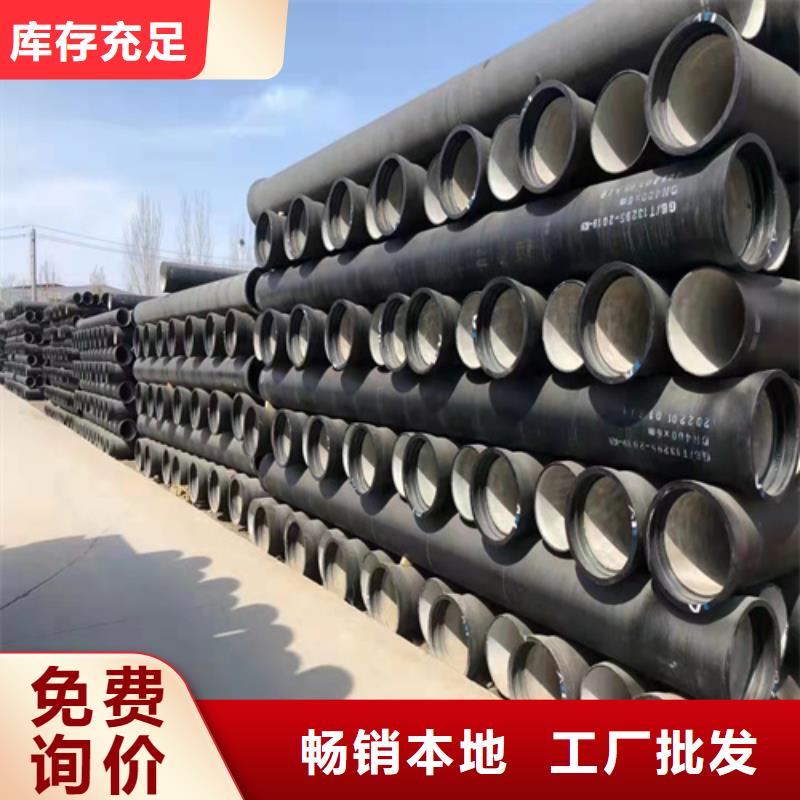
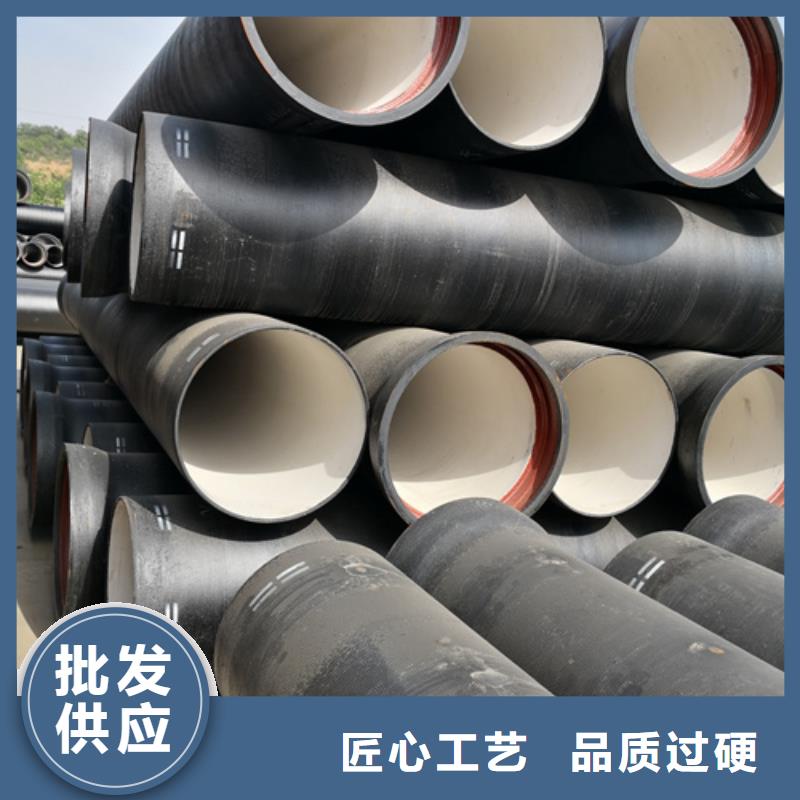
球墨铸铁管件母体端部设有承接宽口或法兰盘,其特征在于:管件母体的内壁设有厚度为1500—2400微米的聚氯乙烯或聚乙烯内衬涂层,聚氯乙烯或聚乙烯内衬涂层对应承接宽口的一端位于承接宽口的内边界处,或法兰盘外侧面也设有聚氯乙烯或聚乙烯内衬涂层且与管件母体内壁的内衬涂层连续过渡。用于与CN7U公开的球墨铸铁管配套使用,符合饮用水标准,内衬层不易脱落,保证与管材的密封效果,增强耐腐蚀性和抗冲击性,提高安装效率。 1、由于球墨铸铁管件母体内壁设有厚度为1500—2400微米的聚氯乙烯或聚乙烯内衬涂层,则与CN7U公开的球墨铸铁管配合,实现管路内表面光洁度高,管路内径空间放大,在同等用水量的基础上降低铺设管径,实现投入成本的降低,同时有效的解决了传统球墨铸铁管管件不易附着衬层、养生时间过长且受地域环境影响的问题,克服了附着力不强、衬层易脱落及衬层脱落造成管线及计量表的堵塞的缺陷。 2、为了适应管件的结构和使用环境,内衬涂层厚度设为1500—2400微米,超过了CN7U公开的球墨铸铁管件内聚氯乙烯或聚乙烯内衬涂层的厚度,以此增强了管件的耐腐蚀性和抗冲击性。 3、由于内衬涂层对应承接宽口的一端位于承接宽口的内边界处,留出了承接宽口内放置密封胶圈的空间,保证了管件连接的密封性。 4、由于法兰盘外侧面也设有聚氯乙烯或聚乙烯内衬涂层且与球墨铸铁管件母体内壁的内衬涂层连续过渡,替代了在法兰管件连接过程中在其侧面放置的密封垫,在保证了密封效果的情况下,简化了安装步骤,节省了安装时间,同时聚氯乙烯或聚乙烯内衬涂层的耐腐蚀性能加强了密封效果,达到了双层保护的目的。


山东球墨铸铁管厂家介绍球墨铸铁管怎么焊接?在通常情况下球墨铸铁的抗拉强度要偏高,在焊接性上也是要差于灰口铸铁的焊接,在铸铁设备的抢修上实际上是很难用肉眼辨别是球墨铸铁还是灰口铸铁的;通常会用通用性比较广的WE777特种铸铁焊条焊接,不过仅仅是用于在检修维修运用上,效果确实是好,减少了抗裂的风险及焊条的高强度匹配保证了焊口本身的强度。WE777具有特殊药皮作用,焊接过程中能够产生类似脉冲的柔和的电弧,对各类铸铁母材的热影响非常小,特殊的脉冲电弧能够各类铸铁表面的杂质,甚至对于油污和长期油浸的铸铁件的焊接也具有很好的渗透性而不会产生气孔或者夹杂,而热影响区硬度不会变得非常高,利用冷焊工艺焊接的成型焊缝具有非常的抗裂性,能够应对各种恶劣的母材环境。



鹏瑞管业有限公司是一家集科研、生产、销售、工程施工于一体的现代化生产 山东威海球墨铸铁圆棒的企业。 山东威海球墨铸铁圆棒产品质量稳定可靠,深受广大用户的肯定和推崇,在 山东威海球墨铸铁圆棒领域迅速崛起。
鹏瑞管业有限公司秉承:“诚信做人,用心做事”的企业精神,坚持“忠诚为客户服务”的经营理念,坚持“资源共享,共同发展”的合作原则,贯彻“质量、信誉与生命同等重要”的工作意识,赢得了广大客户及合作伙伴的认可。在 山东威海球墨铸铁圆棒业内树立了良好的市场信誉和商业口碑。


①、清理管口:将承口内的所有杂物擦洗干净.②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内.③、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀.④、下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法.⑤、安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染.⑥、顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利.首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致.安装过程中,定管、动管轴心线要在一条直线上,否则容易将胶圈顶出,影响安装的质量和速度.管道安装要平,管子之间应成直线,遇有倾斜角时,要小心.将连接管道的接口对准承口,若插入阻力过大,切勿强行插入,以防橡胶圈扭曲.橡胶圈润滑油宜用植物油;寒冷的冬季,橡胶圈可用热水预热,以减少硬度,迅速安装.另外,如果你用的管材符合标准,那就看胶圈,是不是硬度级别没达到标准,或者说胶圈本身就不符合标准.


