




想要探索焊接钢管货源的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
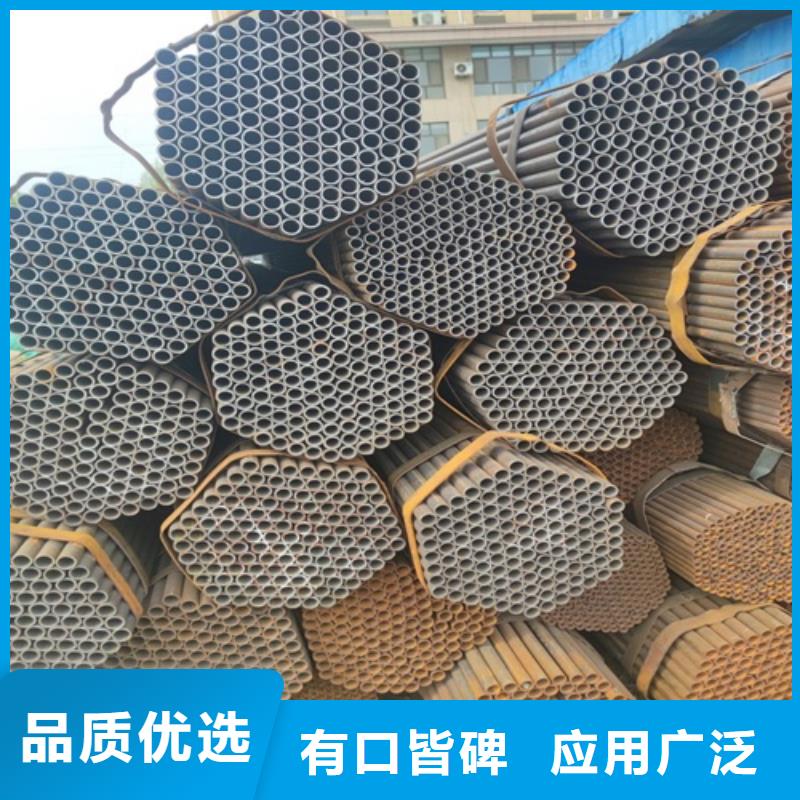
以下是:焊接钢管货源的图文介绍
展望未来,鹏鑫钢铁有限公司将继续坚持以“的 广东阳江无缝钢管产品与周到的服务”为核心,清晰的展现发展蓝图!我们相信有您的支持我们会做的更好!


广东阳江光亮焊管是一种通过冷拔或冷轧精制焊管、无氧化光亮热处理(NBK状态)、无损检测、焊管内壁以专用设备刷洗并经过高压冲洗、焊管上防锈油作防锈处理、两端封盖作防尘处理。 由于光亮焊管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管,也有焊接管,精密光亮管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。 广东阳江光亮焊管的主要用途 汽车摩托车配件、减震器、轴承套、家具配件、液压气动缸筒、电机外壳、健身械材、塑料机械、液压机械、金属加工、军工、柴油机、空压机、石油化工、航空航天、空调、等机械行业五金厂以及各行各业.广泛使用。精密无缝管的推广应用对节约钢材,提高加工工效,减少加工工序或设备投资,可以节约费用和大大节约机械加工工时,提高生产量和材料利用率,同时有利于提高产品质量,降低成本提高经济效益有重要意义。



广东阳江焊管焊缝质量指标 在进行焊接工作的过程中,务必要注意焊缝的质量。正常情况下,焊管的焊缝从外观上来看的话,其的单面焊缝外观成形良好,而且平滑整齐,熔宽及加强高等均符合相应的要求。此外,所产生的焊接缺陷明显要比手工电弧焊单面焊双面成形工艺出现缺陷的概率要低。 在对焊管焊缝的外观质量进行检查之后,还需要对焊缝内部焊接情况进行检查。通常是采用X射线探伤试验进行检测。这样可以更迅速且更准确的了解具体的焊接情况。在判断焊接质量的时候,还需要结合其的力学性能进行。这是因为采用不同的焊接工艺,终所得到的焊接成品的力学性能是不一样的。 比如我们可以选择一根焊管来进行对比试验。经检测,该焊管的壁厚为6 毫米,直径为325毫米。在采用对接焊工艺进行焊接的时候,手工电弧焊和CO2气体保护焊焊接所得到的接头的性能相近,通常是前者的性能略高于后者。究其原因,主要是因为该焊管的强度标准比较高。 同样在对这两种焊接工艺进行比较的时候,我们发现在焊接完成之后,焊管接头的金相组织基本相同,主要都是由铁素体和珠光体构成。不过,后者工艺的成型质量更为可靠一些。 相比较来说,在采用这种工艺对焊管进行焊接的时候,不仅操作更加简单,而且焊接的质量更有保证,焊接速度也更快,具有成本低效率高的优势,在生产中取得了良好的效果。



广东阳江Q345B焊管应从工艺因素上采取以下措施可防止夹渣: 1)采用低氢型碱性焊条。由于药皮含有大量的大理石和氟化钙,使熔渣颗粒比重较小。较大量的氟化钙会使熔渣稀释,流动性得到改善,熔渣的表面张力较大,易于聚结。 2)保证广东阳江Q345B焊管装配质量。坡口角度与钝边大小应合理选择,并尽量敲到装配间隙均匀。注意清理好坡口处的氧化皮等脏物。 3)正确选择合适的Q345B焊管焊接工艺规范,如电流过小,熔池停留时间短促,熔渣的流动性不好来不及浮出就造成夹渣。电流过大又会使药皮发红脱落,造成大块夹渣。焊条不希望作大幅度的横向摆动。焊缝接头处的药皮应提前打好再接头,以避免接头夹渣。


Q345D焊管的安装和使用质量要求 1、Q345D焊管的安装 根据图纸设计进行管道定位,根据现场情况预制管道支架,然后根据设计和现场进行下料,然后用磨光机磨坡口,再进行焊接。 2、Q345D焊管使用质量要求 1、垂直安装的立管每米偏差应小于3毫米,水平安装的偏差应小于1毫米。 2、焊缝处不得焊接支管,弯曲处避免有焊缝。 3、要求焊缝平直,焊缝饱满,焊口表面无烧穿、裂纹。


