




想要快速了解Q355B厚壁无缝钢管执行标准农业灌溉项目产品?视频给你直观的感受!
以下是:Q355B厚壁无缝钢管执行标准农业灌溉项目的图文介绍

山东威海杰达通无缝钢管您介绍无缝钢管热冲压成型工艺。该工艺的目的在于将无缝钢管加热到合适的温度,使耐磨管完全马氏体化,并具有优良的塑性变形。用于加热的机械设备是专用的连续热处理炉。加热到加工硬化温度以上后,表层很容易在空气中氧化形成氧化皮,对后续生产加工造成不良破坏。为了更好地防止或减少耐磨管在热处理炉内的空气氧化,一般在热处理炉内设置稀有气体保护系统,或对管材进行表面抗氧化处理是指将加热后的无缝钢管从热处理炉中取出,放入热成型模具中。
在这个过程中,需要保证耐磨管尽快迁移到模具中。一方面是为了更好地避免无缝钢管在高温下空气氧化,另一方面是为了更好地保证耐磨性。管材在成型时仍处于较高的温度,具有优良的塑性变形。冲压模具及热处理:耐磨管入模后,应立即在无缝钢管上成型冲压模具,以免温度下降过大影响耐磨管的成型特性。成型后模壳应合模并保持一段时间的压力。一方面是为了更好地控制零件的外观。身体的身体,产生优良的规格精度和物理性能。 研究表明,现阶段普通热冲压模具不锈钢薄板完成马氏体向奥氏体转变的 冷却速度为27~30℃/s,因此需要保证模具的冷却速度外壳到管材超过这个临界点。后处理:成型的零件从模具中取出后,必须进行一些后处理,如采用酸洗钝化或喷丸去除零件表面的氧化皮,并对零件进行修整修整。由于热金属冲压件的抗压强度太高,不能用传统的修边和冲孔方法进行加工,而必须用激光设备进行。
在这个过程中,需要保证耐磨管尽快迁移到模具中。一方面是为了更好地避免无缝钢管在高温下空气氧化,另一方面是为了更好地保证耐磨性。管材在成型时仍处于较高的温度,具有优良的塑性变形。冲压模具及热处理:耐磨管入模后,应立即在无缝钢管上成型冲压模具,以免温度下降过大影响耐磨管的成型特性。成型后模壳应合模并保持一段时间的压力。一方面是为了更好地控制零件的外观。身体的身体,产生优良的规格精度和物理性能。 研究表明,现阶段普通热冲压模具不锈钢薄板完成马氏体向奥氏体转变的 冷却速度为27~30℃/s,因此需要保证模具的冷却速度外壳到管材超过这个临界点。后处理:成型的零件从模具中取出后,必须进行一些后处理,如采用酸洗钝化或喷丸去除零件表面的氧化皮,并对零件进行修整修整。由于热金属冲压件的抗压强度太高,不能用传统的修边和冲孔方法进行加工,而必须用激光设备进行。


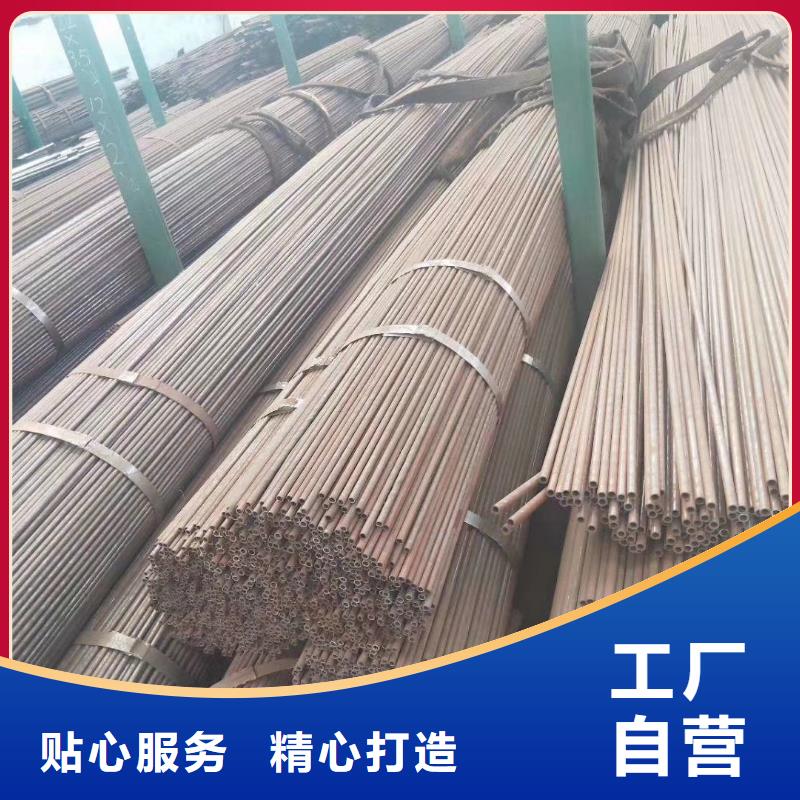
杰达通钢管有限公司位于开发区汇通国际金属物流园。本公司主要经营各种 山东威海外径385厚皮管产品。公司的商品品种繁多、规格齐全、库存量大,送货能力强、辐射面广,业务队伍经验丰富,并配有简单的代客加工业务,本着诚信服务的原则可为客户在购买和选择材料时提供意见作参考。期待您的咨询!



山东威海无缝钢管壁厚不均主要体现为螺旋状壁厚不均、直线状壁厚不均及头尾部壁厚偏厚、偏薄等现象。无缝管连轧工艺调整的影响是导致成品管壁厚不均的重要因素。 具体为:1、无缝钢管螺旋状壁厚不均 成因是:穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整原因造成的无缝钢管壁厚不均,一般沿钢管的全长呈螺旋状分布。在轧制过程中定心辊打开过早、定心辊调整不当以及顶杆抖动等造成的壁厚不均,一般沿钢管全长呈螺旋状分布。 措施:调整穿孔机轧制中心线,使两轧辊的倾角相等,按轧制表给定参数调整轧管机。针对第二种情况,根据毛管出口速度调整定心辊打开时间,轧制过程中定心辊不要打开过早,以防止顶杆抖动,造成无缝钢管壁厚不均。定心辊开口度需要根 据毛管直径的变化作适当调整,并考虑毛管跳动量的大小。2、无缝钢管直线状壁厚不均 成因:芯棒预穿鞍座高度调整不合适,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,造成无缝钢管壁厚不均甚至拉凹缺陷。连轧轧辊间隙过小或过大。轧管机中心线偏差。单、双机架压下量不均,会造成钢管单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称偏差。臼断裂,内外辊缝差大,会造成钢管直线型非对称偏差。连轧调整不当,堆钢、拉钢轧制会造成直线型壁厚不均。 措施:调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。更换孔型及轧制规格时应测量轧辊间隙,使实际轧辊间隙与轧制表保持一致。用光学对中装置调整轧制中心线,年度大修时必须校正轧管机中心线。及时更换臼断裂的机架,实施测量连轧辊内、外辊缝,出现问题并及时更换。连轧时,要避免拉钢、堆钢。 无缝钢管头、尾部壁厚不均 成因:管坯前端切斜度、弯曲度过大、管坯定心孔不正易造成钢管头部壁厚不均。穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。穿孔机抛钢不稳定易造成毛管尾部壁厚不均。 措施检查管坯质量,防止管坯前端切斜度、压下量大,更换孔型或检修均应校正定心孔。采用较低的穿孔速度,以确保轧制的稳定性和毛管壁厚的均匀度。当轧辊转速调整后,匹配的导盘也做相应调整。关注导盘使用状态并加大对导盘螺栓的检查力度,降低导盘在轧钢时的窜动幅度,保证抛钢稳定。
