
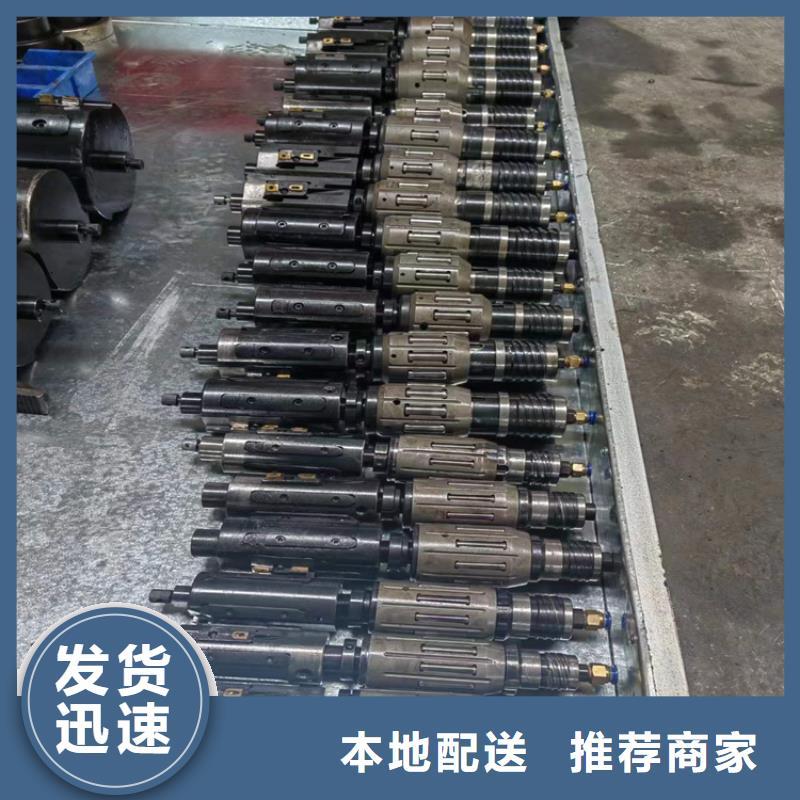




文字只能描述,而视频却能生动展现!点击播放我们的珩磨缸筒产品视频,让视觉盛宴为您揭示产品的无限可能。
以下是:珩磨缸筒的图文介绍

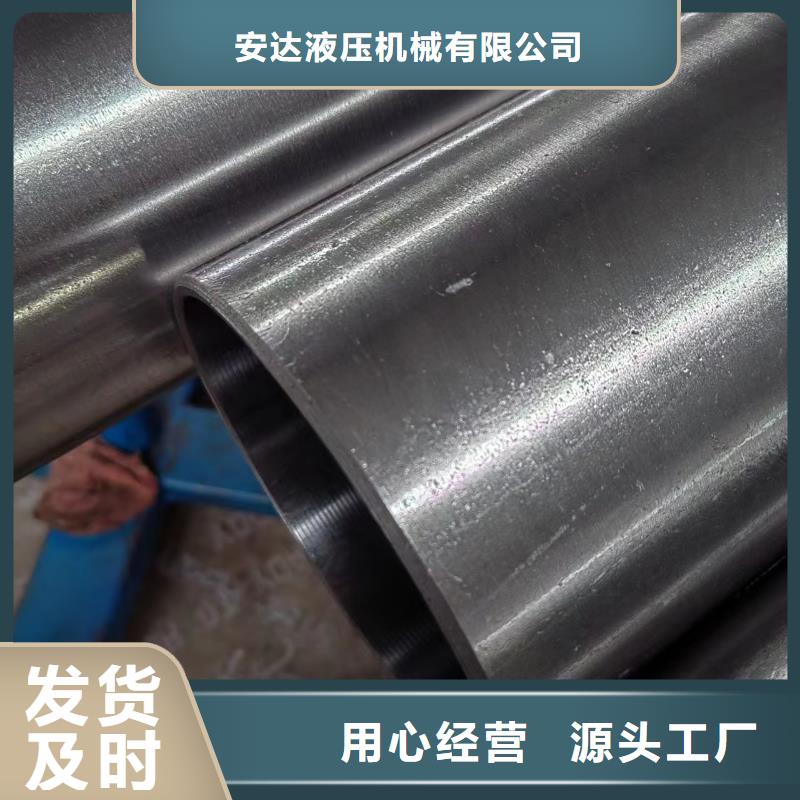
安徽不锈钢油缸管
安达液压机械有限公司
高端大气厂家直营


安徽不锈钢油缸管的详细介绍
诚信经营设计合理

安达液压机械有限公司目前已经拥有专业的设计团队,致力于将 安徽不锈钢油缸管向新型化,推进的同时,增加 安徽不锈钢油缸管的环保性能。并承诺以专业的安装团队和完善的售后服务体系,让您足不出户享受周到服务。








安徽珩磨管油缸管绗磨管很多钢管的偏心都是这个时候产生的,所以严格控制这穿孔环节 十分重要。精轧钢管 冷拔钢管 由于穿孔的原因 也会产生偏心问题:任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。(3)轧辊。
①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。
滚压管




