
产品详细介绍
以下是:防腐钢管_防腐钢管厂家的产品参数
导读 防腐钢管_防腐钢管厂家,鑫邦源特钢有限公司为您提供防腐钢管_防腐钢管厂家,联系人:颜经理,电话:15275839870、15963170288,QQ:1143544302,请联系鑫邦源特钢有限公司,发货地:聊城经济开发区钢管城2排5号发货到云南省 曲靖市 麒麟区、马龙区、陆良县、师宗县、罗平县、富源县、会泽县、沾益区、宣威市。 云南省,曲靖市 曲靖市地处云贵高原中部滇东高原向黔西高原过渡地带的乌蒙山脉,西与滇中高原湖盆地区相嵌,东部逐步向贵州高原倾斜过渡,中部为长江、珠江两大水系分水岭地带,地势西北高,东南低,有彝族、布依族、壮族、苗族、瑶族等八大民族独特的语言、服装、风俗和信仰。
想要了解防腐钢管_防腐钢管厂家产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:防腐钢管_防腐钢管厂家的图文介绍


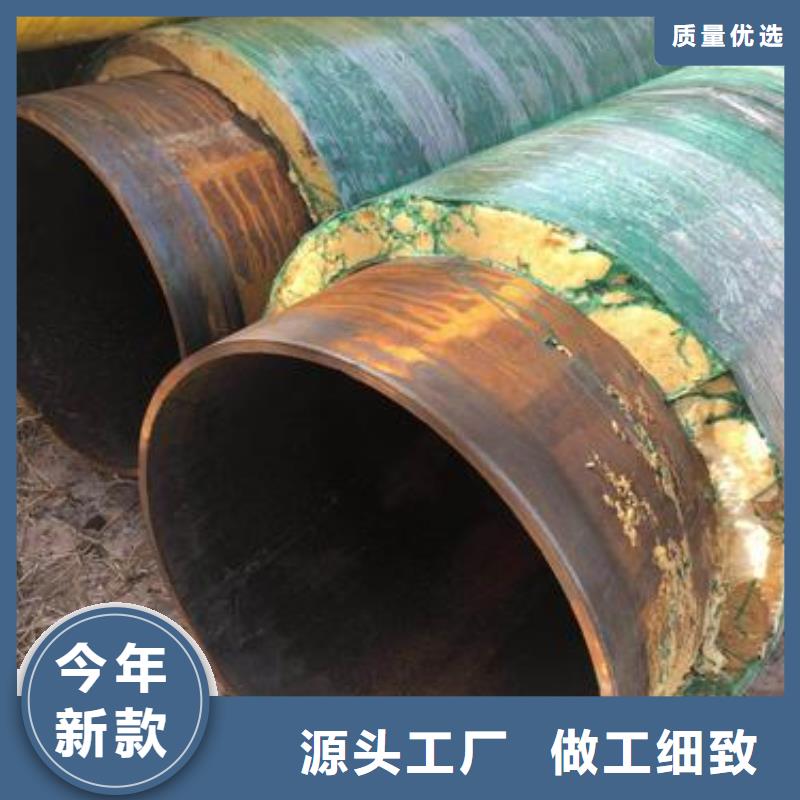
聚氨酯保温管从节约动力、下降造价、缩短施工周期、保护环境多方面来看,不只具有传统地沟和架空敷设管道难以比较的技能和有用功用,并且具有明显的社会效益和经济效益,是一种保温功用好,加可靠,工程造价低的直埋预制保温管。跟着国际动力的日益减少和需求日益增长,节能、减排、环保已成为全球发展的趋势, 和个地方政府也大力提倡节能、减排、环保产品的开发、使用及产业化,建筑业用聚氨酯硬泡体保温材料是聚氨酯工业的一个重要分支,其特点是一材多用,一起具有保温、防水等功用。
聚氨酯直埋保温管较之传统的各类保温管材具有非常杰出的长处:
1、在低温条件下也具有杰出的耐腐蚀和耐冲击性,可直接埋入地下冻。
2、使用寿命可达30-50年,正确的装置和使用可使管网修理费用极低。
3、保温功用好,热丢失仅为传统管材的25%,长时间运转可节约很多动力,明显下降动力本钱。
4、具有很强的防水和耐腐蚀才能,不需附设管沟,可直接埋入地下或水中,施工简洁敏捷,综合造价低。
聚氨酯直埋保温管较之传统的各类保温管材具有非常杰出的长处:
1、在低温条件下也具有杰出的耐腐蚀和耐冲击性,可直接埋入地下冻。
2、使用寿命可达30-50年,正确的装置和使用可使管网修理费用极低。
3、保温功用好,热丢失仅为传统管材的25%,长时间运转可节约很多动力,明显下降动力本钱。
4、具有很强的防水和耐腐蚀才能,不需附设管沟,可直接埋入地下或水中,施工简洁敏捷,综合造价低。



专业源于专注,十多年来我们只做 云南曲靖高压化肥管,除了拥有完善的自主研发系统,还建立了专业的 云南曲靖高压化肥管生产品质管控体系,在 云南曲靖高压化肥管领域取得了众多客户的信任和支持,是值得信赖的 云南曲靖高压化肥管定制厂家。
防腐钢管_防腐钢管厂家


防腐钢管防腐钢管从喷涂室出来,经摆动平移机构将钢管平移至链式步进晾床上晾干,钢管进入喷字台时已经表干,可以进行打捆包装。
山东兴通达钢材有限公司现有两条具有国际先进水平3PE(三层聚乙烯涂覆)钢管防腐生产线,专业加工生产2PE、3PE、2PP、3PP、FBE防腐钢管;同时生产加工钢管水泥砂浆衬里防腐;聚氨酯发泡直埋钢管;钢套钢蒸汽保温钢管;玻璃钢树脂防腐;公司同时生产各种环氧系列防腐涂料,IPN8710饮水防腐涂料,系列有机耐高温防腐涂料,系列防腐涂料等,涂膜具有耐油,耐酸、盐、苯等化学介质以及耐磨、耐湿等优良的综合性能。3PE防腐钢管执行标准:DIN30670、DIN30671、SY/T0413-2002、SY/T0315-97、GB/T23257-2009。我公司生产实力雄厚,现有PU600、PU300、PU200等高压发泡机7台等,抛机4台、穿管机5台、年生产DN50mm-DN1400mm聚氨酯保温管道保温管道3000KM,聚乙烯管材生产线6条,采用真空定径、喷淋冷却、自动切割,年生产Φ90-Φ1400聚乙烯外套管5万吨。
山东兴通达钢材有限公司现有两条具有国际先进水平3PE(三层聚乙烯涂覆)钢管防腐生产线,专业加工生产2PE、3PE、2PP、3PP、FBE防腐钢管;同时生产加工钢管水泥砂浆衬里防腐;聚氨酯发泡直埋钢管;钢套钢蒸汽保温钢管;玻璃钢树脂防腐;公司同时生产各种环氧系列防腐涂料,IPN8710饮水防腐涂料,系列有机耐高温防腐涂料,系列防腐涂料等,涂膜具有耐油,耐酸、盐、苯等化学介质以及耐磨、耐湿等优良的综合性能。3PE防腐钢管执行标准:DIN30670、DIN30671、SY/T0413-2002、SY/T0315-97、GB/T23257-2009。我公司生产实力雄厚,现有PU600、PU300、PU200等高压发泡机7台等,抛机4台、穿管机5台、年生产DN50mm-DN1400mm聚氨酯保温管道保温管道3000KM,聚乙烯管材生产线6条,采用真空定径、喷淋冷却、自动切割,年生产Φ90-Φ1400聚乙烯外套管5万吨。



防腐管道的焊接和试验评,焊接性及其试验评定
1.焊接:通过加热或加压,加或不加填充材料,使两个物体进行原子间的结合形成不可分割的整体的工艺过程。
2.焊接性:指同质材料或异质材料在制造工艺条件下,能够焊接形成完整接头并满足预期使用要求的能力。
3.影响焊接性的四大因素是:材料,设计,工艺及服役环境。
4.评定焊接性的原则主要包括:①评定焊接接头产生工艺缺陷的倾向,为制定合理焊接工艺提供依据;②评定焊接接头能否满足结构使用性能的要求;设计新的焊接试验方法就符合下述原则:可比性,针对性,再现性和经济性。
5.碳当量:把钢中合金元素的含量按相当于若干碳含量折算并叠加起来,作为粗略评定钢材冷裂纹倾向的参数指标。
6.斜Y型坡口对接裂纹试验:目的是主要用于鉴定低合金高强钢 层焊缝和HAZ形成冷裂纹倾向,也可用于拟定焊接工艺。1)试件制备,被焊钢材板厚δ=9-38mm。对接接头坡口用机械方法加工,试板两端各在60mm范围内施焊拘束焊缝,采用双面焊。注意防止角变形和未焊透。保证中间待焊试样焊缝处有2mm间隙。2)试验条件:试验焊缝选用的焊条就与母材相匹配,所用焊条应严格烘干,焊条直径4mm,焊接电流(170±10)A,焊接电压(24±2)V,焊接速度(150±10)mm/min。试验焊缝可在各种不同温度下施焊,试验焊缝只焊一道,不填满坡口。焊后静置和自然冷却24h后截取试样和进行裂纹检测。3)检测与裂纹条率计算。用肉眼或手持5-10倍放大镜来检测焊缝和热影响区的表面和断面是否有裂纹。一般认为低合金钢“小铁研”试验表面裂纹率小于20%时,一般不产生裂纹。
7.插销试验:目的,主要评定钢材的氢致延迟裂纹倾向,附加其他设备,也可以测定再热裂纹敏感性和层状敏感性。1)试件制备,将被焊钢材加工或圆柱的插销试棒,沿轧制方向取样并注明插销在厚度方向的位置。试棒上端附近有环形或螺形缺口。将插销试棒插入底板相应的孔中,使带缺口一端与底板表面平齐。对于环形缺口的插销试棒,缺口与端面的距离a应使焊道熔深与缺口根部所截平面相切或相交,但缺口根部圆周被熔透的部分不得超过20%。对于低合金钢,a值在焊接热输入为E=15KJ/cm时为2mm。2)试验过程,按选定的焊接方法和严格控制的工艺参数,在底板上熔一层堆焊焊道,焊道中心线通过试样的中心,其熔深应使缺口 位于热影响区的粗晶区,焊道长度L约100-150mm。施焊时应测定800-500℃的冷却时值t8/5值,不预热焊接时,焊后冷却至100-150℃时加载;焊前预热时,应在高于预热温度50-70℃时加载。载荷应在1min之内且在冷却至100℃或高于预热温度50-70℃之前施加完毕。如有后热,应在后热之前加载。当试棒加载时,插销可能在载荷持续时间内发生断裂,记下承载时间。
1.焊接:通过加热或加压,加或不加填充材料,使两个物体进行原子间的结合形成不可分割的整体的工艺过程。
2.焊接性:指同质材料或异质材料在制造工艺条件下,能够焊接形成完整接头并满足预期使用要求的能力。
3.影响焊接性的四大因素是:材料,设计,工艺及服役环境。
4.评定焊接性的原则主要包括:①评定焊接接头产生工艺缺陷的倾向,为制定合理焊接工艺提供依据;②评定焊接接头能否满足结构使用性能的要求;设计新的焊接试验方法就符合下述原则:可比性,针对性,再现性和经济性。
5.碳当量:把钢中合金元素的含量按相当于若干碳含量折算并叠加起来,作为粗略评定钢材冷裂纹倾向的参数指标。
6.斜Y型坡口对接裂纹试验:目的是主要用于鉴定低合金高强钢 层焊缝和HAZ形成冷裂纹倾向,也可用于拟定焊接工艺。1)试件制备,被焊钢材板厚δ=9-38mm。对接接头坡口用机械方法加工,试板两端各在60mm范围内施焊拘束焊缝,采用双面焊。注意防止角变形和未焊透。保证中间待焊试样焊缝处有2mm间隙。2)试验条件:试验焊缝选用的焊条就与母材相匹配,所用焊条应严格烘干,焊条直径4mm,焊接电流(170±10)A,焊接电压(24±2)V,焊接速度(150±10)mm/min。试验焊缝可在各种不同温度下施焊,试验焊缝只焊一道,不填满坡口。焊后静置和自然冷却24h后截取试样和进行裂纹检测。3)检测与裂纹条率计算。用肉眼或手持5-10倍放大镜来检测焊缝和热影响区的表面和断面是否有裂纹。一般认为低合金钢“小铁研”试验表面裂纹率小于20%时,一般不产生裂纹。
7.插销试验:目的,主要评定钢材的氢致延迟裂纹倾向,附加其他设备,也可以测定再热裂纹敏感性和层状敏感性。1)试件制备,将被焊钢材加工或圆柱的插销试棒,沿轧制方向取样并注明插销在厚度方向的位置。试棒上端附近有环形或螺形缺口。将插销试棒插入底板相应的孔中,使带缺口一端与底板表面平齐。对于环形缺口的插销试棒,缺口与端面的距离a应使焊道熔深与缺口根部所截平面相切或相交,但缺口根部圆周被熔透的部分不得超过20%。对于低合金钢,a值在焊接热输入为E=15KJ/cm时为2mm。2)试验过程,按选定的焊接方法和严格控制的工艺参数,在底板上熔一层堆焊焊道,焊道中心线通过试样的中心,其熔深应使缺口 位于热影响区的粗晶区,焊道长度L约100-150mm。施焊时应测定800-500℃的冷却时值t8/5值,不预热焊接时,焊后冷却至100-150℃时加载;焊前预热时,应在高于预热温度50-70℃时加载。载荷应在1min之内且在冷却至100℃或高于预热温度50-70℃之前施加完毕。如有后热,应在后热之前加载。当试棒加载时,插销可能在载荷持续时间内发生断裂,记下承载时间。

总结 您是想要在云南省曲靖市采购高质量的防腐钢管_防腐钢管厂家产品吗?鑫邦源特钢有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的防腐钢管_防腐钢管厂家产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:颜经理-15963170288,QQ:1143544302,地址:《经济开发区钢管城2排5号》。