



以下是我们上传的扇型管一米起订视频,视频介绍比图文介绍更直观一些,您可以点击观看。
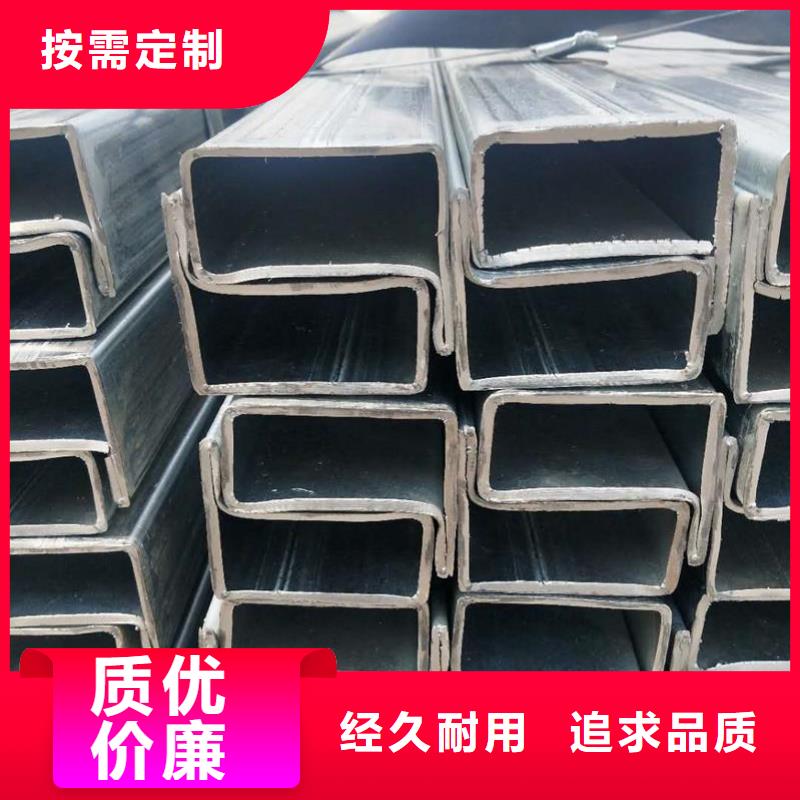
以下是:扇型管一米起订的图文介绍


在长期跟客户沟通实践的过程中, 浙江丽水D形钢管产品和技术得以不断更新,使得公司在人才和技术上处于较高地位,在稳定发展的同时,乐道精密钢管厂家有限公司响应号召,积j i开拓国外市场,让产品走出国,远销欧美、非洲、中南亚等数十个和地区,并得到了国外同仁的喜爱。务实进取,精工细作,欢迎各界同仁莅临考察指导工作!


4. 浙江丽水异型管的性能指数分析-冲击韧性
以很大速度作用于机件上的载荷称为冲击载荷,金属在冲击载荷作用下抵抗破坏的能力叫做冲击韧性。
5. 浙江丽水异型管的性能指数分析-强度
强度是指金属材料在静荷作用下抵抗破坏(过量塑性变形或断裂)的性能。由于载荷的作用方式有拉伸、压缩、弯曲、剪切等形式,所以强度也分为抗拉强度、抗压强度、抗弯强度、抗剪强度等。各种强度间常有一定的联系,使用中一般较多以抗拉强度作为基本的强度指针。
对于浙江丽水异型管生产厂家来说,能让他们的厂家达到 的品牌性,也是必然的,当然用户在购买产品的时候,即使是品牌性的产品在价格上面相对高一些,但是更多的用户仍然会坚持使用他们的产品就是因为在他们在自己的质量上面,能让自己来进行提高,所以在这一点上面,也是会让本身上面来提高的,当然在这个时候,用户也是要来进行 的注意的,因为在产品上面的质量能不能达到保证,主要就是在于这方面。 当然异型管生产厂家让自己达到 的品牌性,也是要让自己达到一些付出的,那么这种厂家,都是要如何来进行这方面的提高呢?首先一点就是在他们的本身的生产上面,对于产品上面的材料上面来进行提高,因为在厂家的生产上面,会因为材料让生产成本提高,所以有些厂家,就会让产品在自己的材料上面下降,所以在这个时候,自然就不能让他们在本身的使用时,能让自己的厂家有品牌性。


浙江丽水异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
浙江丽水异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
浙江丽水异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
浙江丽水异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
浙江丽水异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
浙江丽水异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
浙江丽水异型管焊嘴与异型管间的距离以15-25mm为宜。

