


想要知道镀锌钢管直供厂家产品如何?看视频就知道!看视频,选产品更明智!
以下是:镀锌钢管直供厂家的图文介绍


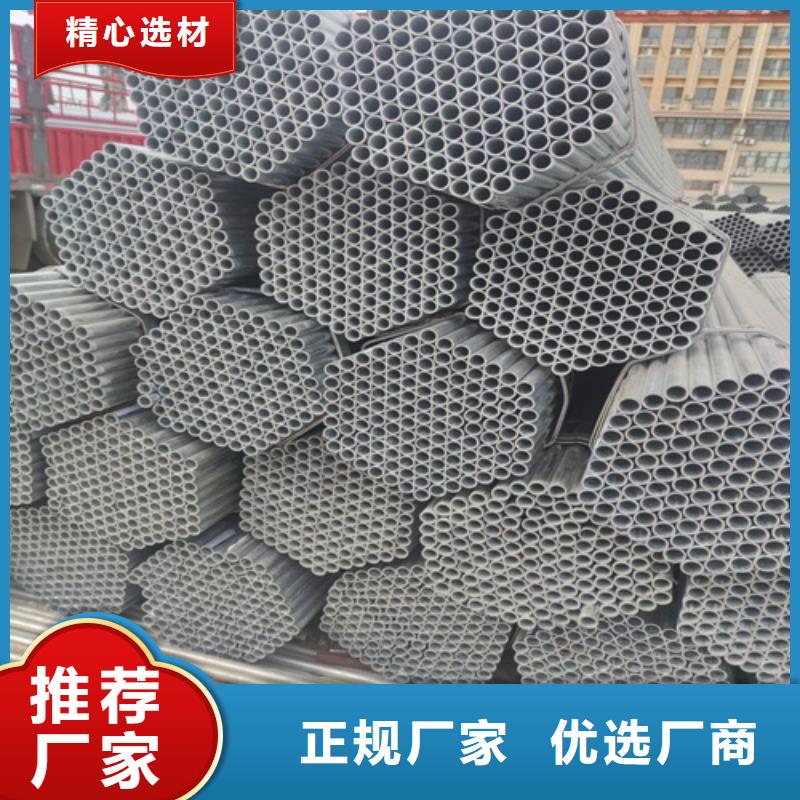
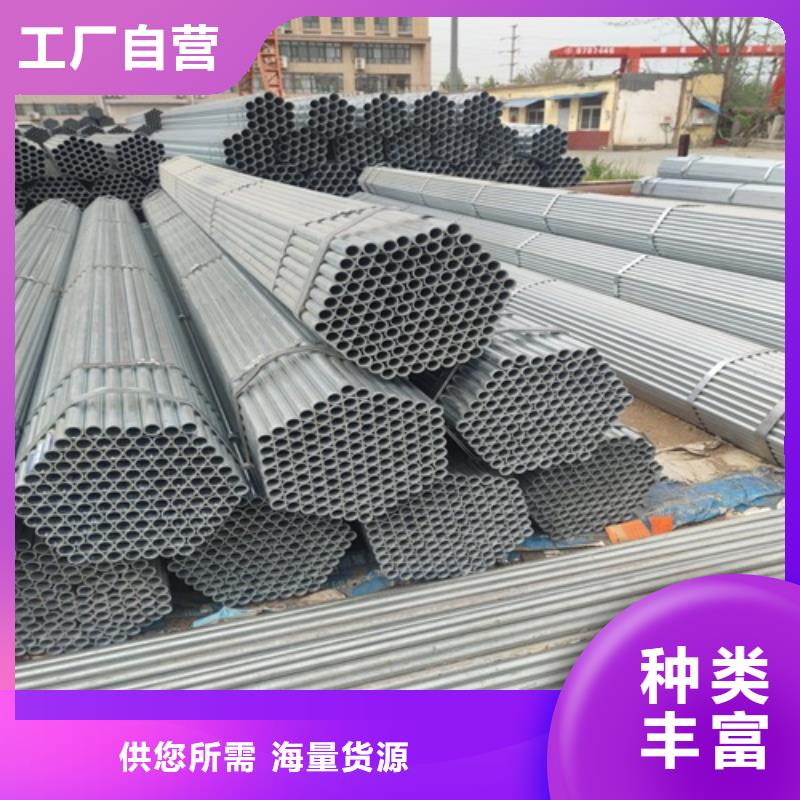
热镀锌钢管广泛应用于建筑、机械、煤矿、化工、电铁道车辆、汽车工业、公路、桥梁、集装箱、体育设施、农业机械、石油机械、探矿机械等制造:工业。除作输水、煤气、油等-般低压力流体的管线管外,还用作石油工业特别是海洋油田的油井管、输油管,化工焦化设备的油加热器、冷凝冷却器、煤馏洗油交换器用管,以及栈桥管桩、矿山坑道的支撑架用管等。 产品公称壁厚( mm) : 2.0、2.5、 2.8、 3.2、 3.5、3.8、 4.0、 4.5。 系数参数(c) : 1.064、1.051、 1.045、 1.040、 1.036、 1.034、1.032、 1.028。 钢的牌号: Q215A; Q215B ; Q235A; Q235B。 热镀锌管是使熔融金属与铁基体反应而产生合层,从而使基体和镀层二者相结合。 热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后 ,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均均,附着力强,使用寿命长等优点。



热镀锌管焊接方式 正常而言,热镀锌无缝管在高碳钢外面涂一层锌,热浸镀锌层一般作为20um厚。锌的熔点为419℃,约908℃。在焊接中,锌熔化成液体,漂浮在熔池表面或焊接根部。锌在铁中有较大的固溶度。液态锌会沿位错腐蚀焊接金属材料,低熔点锌会导致“形状记忆合金时效”。 除此之外,锌和铁可以在金属材料之间发生了延性化学物质。这一种韧性收敛环比减少了焊接金属材料的塑性变形,并在拉申地应力作用下发生了裂纹。 一旦角焊缝是焊接的,尤其是T型接头的角焊缝,不确定会导致周边地区的裂纹。在热镀锌无缝管的整个焊接进程中,焊缝表面和边缘的锌层在电弧加热跟特质下会被空气氧化、熔化和挥发,甚至会释放出烟雾和蒸汽,容易发生焊接气孔。 空气氧化产生了的活性氧化锌熔点高,等于1800℃。一但整个焊接进程中的主要参数很小,活性氧化锌渣就或许能混入。Feo-mno或feo-mno-sio2的低熔点金属氧化物渣是由锌成为脱氧剂引起了的。其它,因为锌的挥发,排出大量烟尘,对身体有刺激性和危害性。从此,焊接地点的热镀锌层必须打磨掉。 热镀锌无缝管焊接前的准备与大致高碳钢相同。注意解决凹槽大小和周围地区的热镀锌层。为了达到比较好的渗透,管沟规格尽量大,一般作为60-65 mm,有着一定间隙,一般作为1.5-2.5mm;为了杜绝锌对焊接的渗透,可以在焊接前去除凹槽内的热镀锌层。 在具体的工程监理工作中,集控系统采用集中倒圆,无钝边。两层焊接工艺降下来了未焊透的概率,电气等级应依照热镀锌无缝管的板料选择。一般而言,J422由于他的可执行性而被长期用于高碳钢。 焊接方式:在焊接 层和双层时,尽极小的概率将锌层熔化,使其汽化挥发并从焊接中逸出,可以大大降下来焊接中残留的液态锌。



只要来鹏鑫钢铁有限公司签订 湖北恩施无缝钢管订货合同成功的客户,合同合计金额达到10w元以上的,立减1000元现金,做为感谢客户对我们公司 湖北恩施无缝钢管产品的信任与支持。凡是我们公司 湖北恩施无缝钢管产品的客户,全部免费上门安装、调试、培训,保证客户正常使用。


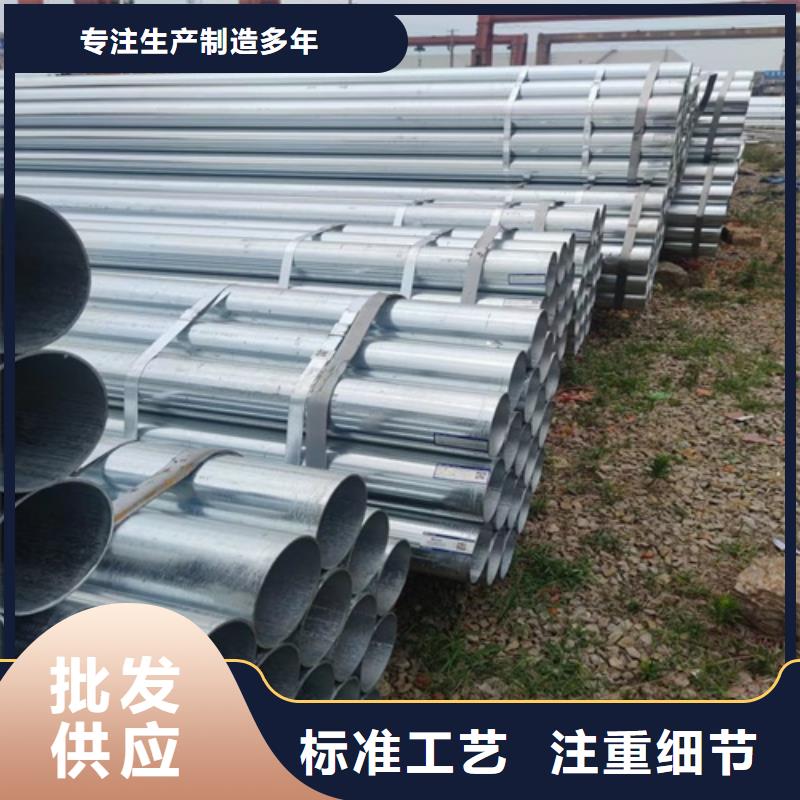
热镀锌钢管的国标厚度 热镀锌管,为提高钢管的耐腐蚀性能,对一般钢管进行镀锌。镀锌钢管分热镀锌和电镀锌两种,热镀锌镀锌层厚,电镀锌成本低,表面不是很光滑。 公称壁厚:mm2.0、2.5、2.8、3.2、3.5、3.8、4.0、4.5; 系数:c1.064、1.051、1.045、1.040、1.036、1.034、1.032、1.028。 注:钢材力学性能是保证钢材*终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。镀锌管钢的牌号:Q215A;Q215B;Q235A;Q235B热镀锌钢管的国标厚度 试验压力值/Mpa:D10.2-168.3mm为3Mpa;D177.8-323.9mm为5Mpa. 镀锌钢管分冷镀锌管、热镀锌管,前者已被禁用,后者还被 提倡能用。 热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。 热镀锌具有镀层均匀,附着力强,使用寿命长等优点。钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。 1、镀锌层的均匀性:钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色) 2、表面质量:镀锌钢管的表面应有完整的镀锌层,不得有未镀上的黑斑和气泡存在,允许有不大的粗糙面和局部锌瘤存在。 3、镀锌层重量:根据需方要求,镀锌钢管可作锌层重量测定,其平均值应不小于500g/平方米,其中任何试样不得小于480g/平方米。



镀锌管的切割方式 镀锌无缝管品种繁多,是无缝管的特色原材料,更重要的是镀锌无缝管保持大部分使用和充分利用。镀锌无缝管的重要原材料,其抗压强度比较大。一般比较难掌握切割方法和切割条件下的方法,才能顺利切割出镀锌无缝管。以免伤人。为了能够更好地切割系数更高的镀锌无缝管,以下操作程序。工业设备切割采用外装和内装两种方式。采用数控车床刀具生产制造的基本理念,对冒口进行折断和焊接。 单机跨度大,可生产厚度大、废料少、环境零污染。生产过程不会导致高温,不影响管道原材料,有利于焊接。水切割是基于高压泵和金钢砂共同作用生产管道。伤口干净整齐,生产跨度大,但效率高低,生产厚度受严重因素限制。根据氧气阀和C2H2阀的调节,通过改变co2和C2H2的混合占有率可以得到三种不同的火焰:阳性火焰、氧化火焰和碳化火焰。共价键切割和低温等离子切割以不同的方式协同工作。 气体可以切割CO2切割无法切割的各种金属复合材料,尤其是有色金属切割。预期效果更强;它的重要优势在于切割厚度在不太大的金属复合材料的情况下,低温等离子切割速度更快,尤其是切割碳钢金属片时,速度可以达到切割机的5~6倍。氧气切割方式,切割面光滑干净。 热变形小,热影响区少。
