


无需繁琐的文字描述,观看我们的视频,让钢管弯弧加工厂家现货价格产品一览无余!
以下是:钢管弯弧加工厂家现货价格的图文介绍

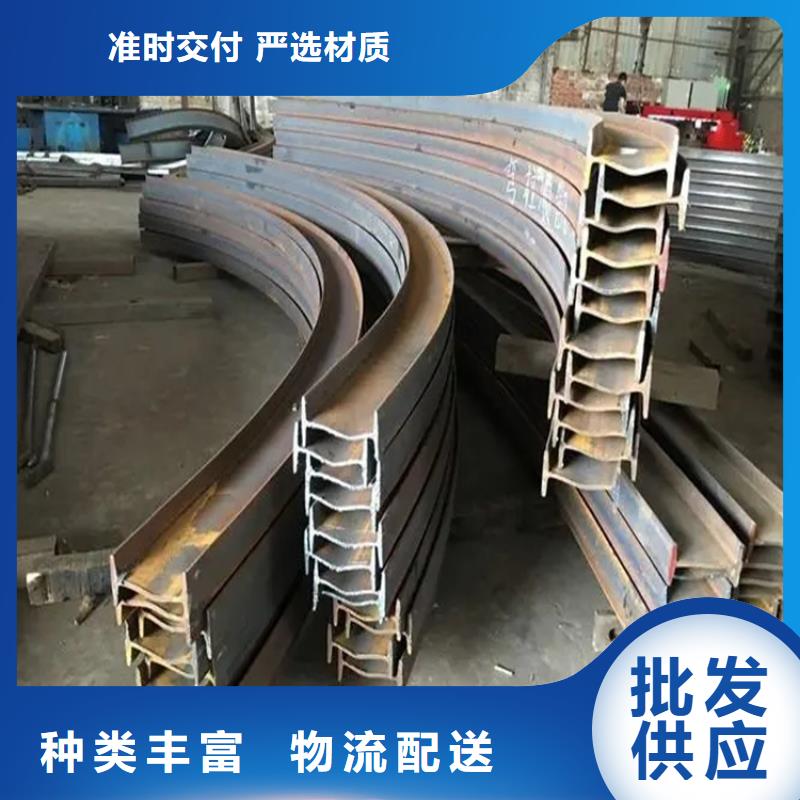
加热炉环形弯弧加工制造加工工艺伴随着加热炉商品自动化技术生产技术的发展趋势,及其对生产率的规定,绝大多数超低温一部分环形管产品的生产制造,将由相对性自动化技术程度高的环形管生产流水线来进行,这对其配置的弯管机器设备明确提出高些的规定.基本生产流水线弯管机一般只具有R/D=1.3~1.5弯管的冷弯弯的制,针对R/D更小的小R弯管一般在环形管直段一部分加工工艺焊缝,选用预弯、挤压成型、铸轧的方法生产制造小R弯管,再将小R弯管与环形管拼凑的生产制造加工工艺,因而该传统式生产制造加工工艺成本增加、率低。


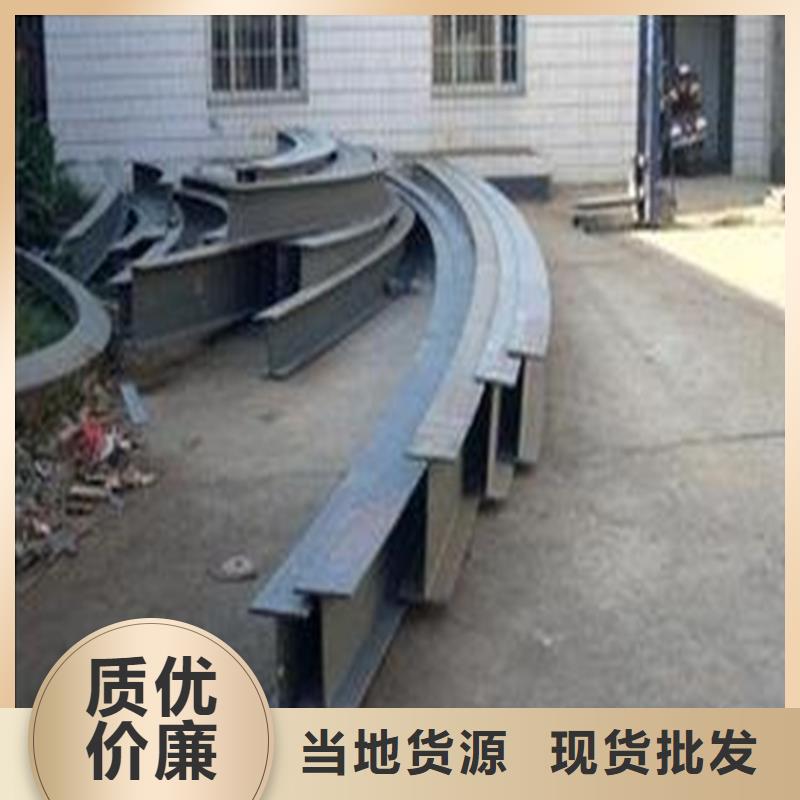
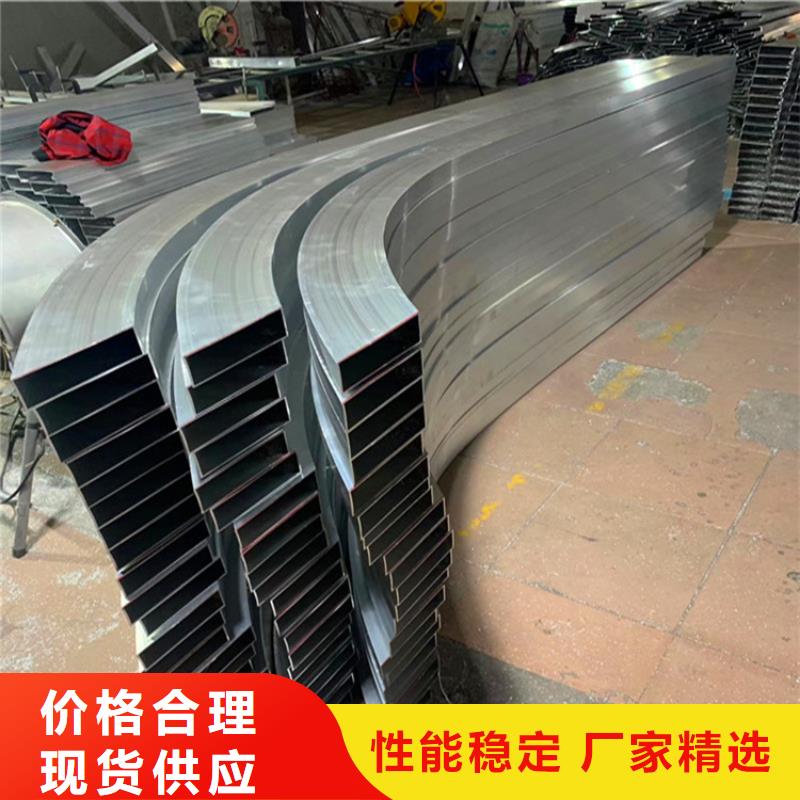
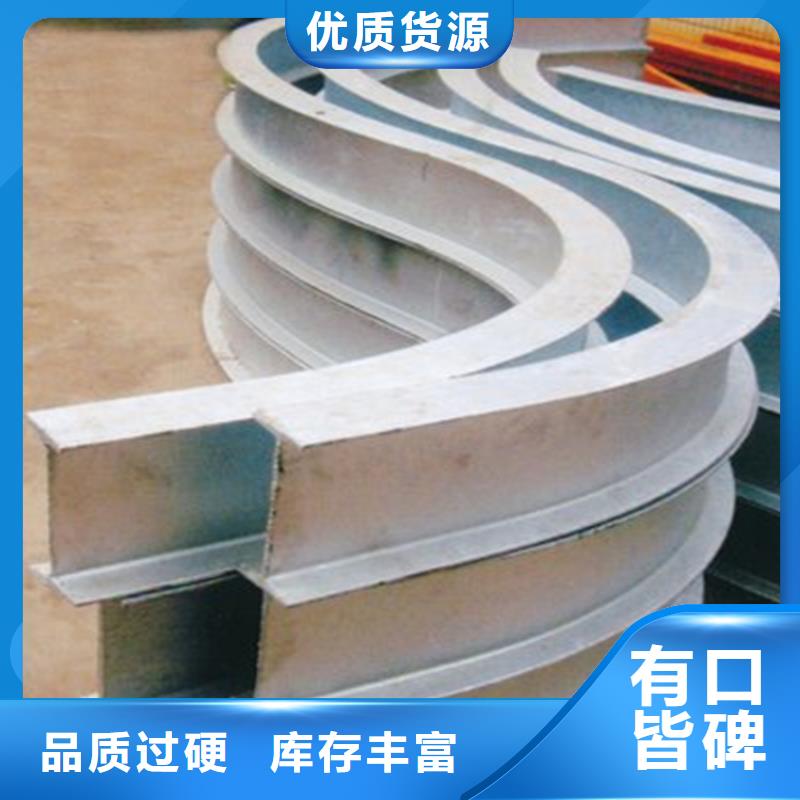
探讨U型弯弧加工构造的普遍使用近些年采用防腐蚀U型弯弧加工构造获得越来越普遍的应用。U型弯弧加工是防腐保温工程隔热管路的通称,U型弯弧加工主要用以-50℃—600℃范围之内液态、汽体或其他介质运输,广泛应用于电力工程、原油、煤矿业、化工厂、、航空航天、核电厂、、市政工程、集中供暖/制冷、家用中央空调等管路的隔热保温隔冷工程项目。
防腐蚀U型弯弧加工的埋设方式主要分成地下敷设和地面上铺设二种,地下敷设又可分为管沟埋设和直埋敷设二种,管沟铺设是指由U型弯弧加工铺设地下沟槽开挖内;直埋敷设是把U型弯弧加工立即埋到土中(直埋敷设方式又可分为有赔偿直埋敷设方法与无赔偿直埋敷设方式);地面上铺设是把U型弯弧加工铺设在地面单独的或桁架的架子上,又被称为架空敷设。
(1)防渗漏;U型弯弧加工
(2)耐热髙压,适用物质环境温度350℃。工作压力2.5MPa;
(3)热损失低,保温性能好于传统式保温方法;
(4)防腐蚀能力强,防腐蚀涂层强度高,不易损坏;使用寿命长,可达30-50年。
(1)热量丢弃匀称降低≥20%;
(2)工程项目梳理工程造价匀称降低≥5%;
(3)城市地下空间占有量匀称减少≥30%;
(4)可以设置防渗漏全自动测漏报警设备,钢套钢蒸气U型弯弧加工有很多种结构形式,保温一体化由工作中弯弧加工、工作中管防腐涂层、硅酸铝纤维减阻层、微孔硅酸钙无机物墙体保温层、不锈钢板拧紧钢链、耐热阻燃性铝铂反射面、硬质聚氨酯有机化学隔热层、外衣弯弧加工、外防管腐层构成。



宏钜天成钢管有限公司生产的 陕西铜川锻打圆钢,通过了ISO9001:2000国际质量管理体系认证,拥有完善的质量保证体系和先进的管理模式,并被认定为省级“重合同守信用企业”、“质量信得过单位”、“5.18质量、信誉、服务消费者满意单位”等。


目前弯弧加工的液压泵之间的连接,不再需要依赖法兰进行连接,这种小改进设计不仅可以控制成本浪费,而且在不需要法兰连接的情况下,发现电机和泵之间的驱动更加顺畅,噪音大大改善,将轴泵轴直接连接到电动机主轴,使弯管加工提高了效率,提高了扭转能力,从而进一步改进了整个液压管道加工机械。
许多使用过弯弧加工设备的用户,对弯弧加工和液压性能有一定的了解,在弯弧加工的一些操作中,需要添加压缩阀来控制弯弧加工上的夹紧装置,其电磁阀的原因是为了降低用户使用成本,因此通常购买的外形规格中,现在也可以满足他们的产品处理范围,在常用液压弯弧加工设备的设计中,采用更合理的设计,提高弯管加工设备的整体性能,降低成本,同时适当地为企业制造行业的环境保护做出贡献。
由于弯弧加工在电动马达驱动液压驱动泵时,在电机和泵连接点使用电机和泵连接法兰,连接油泵和电机之间的驱动器,之后经过研究和改进,弯管加工过程中裂纹原因了解,弯管产生的缺陷和保护微裂纹诱导,并在加热曲线钢管中,以超过一定水平的变形温度,以及在弯管外部会发生微裂纹,在这两种情况下,都与弯管的材质相关。
为了更好地使用弯弧加工和液压弯弧加工,在管道折弯上添加压缩阀,是为了减少在进行弯管加工机过载的产品时,以及弯头滑动或弯管加工不锈钢管道时,滑动对弯头加工质量的影响,根据成型条件,弯管加工后通过热处理使组织重新结合。



