
想要更直观地了解L型全铜翅片管产品吗??产品视频,带你走进产品世界
以下是:L型全铜翅片管的图文介绍

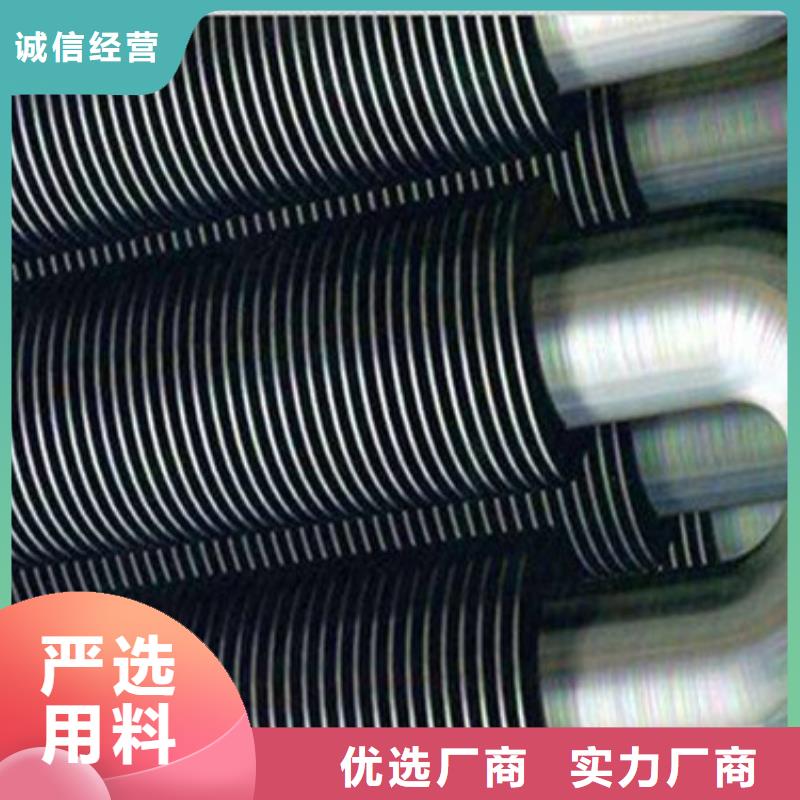
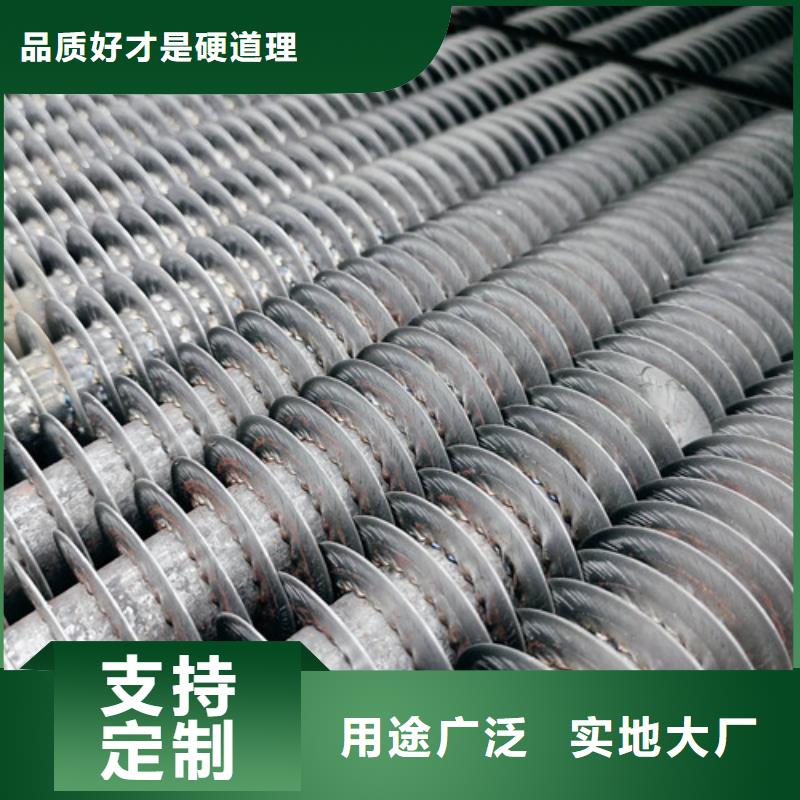
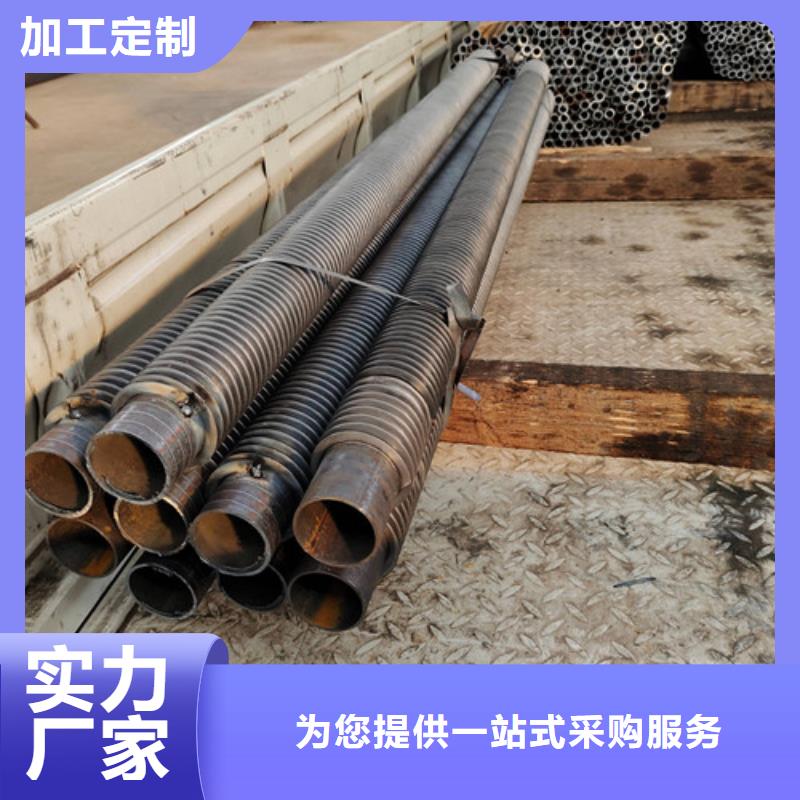
套装翅片套装翅片工艺是预先用冲床加工出一批单个的翅片,然后用人工或机械方法,按一定的距高(翅距),靠过盈将翅片套装在管子外表面上。它是应用早的一种加工翅片管的方法。由于套装工艺简单,技术要求不高,所用设备价格低廉,又易于维修,所以,至今仍有不少工厂在采用。此工艺是一种劳动密集型工艺方案,适合于一般小厂或乡镇企业的资金和技术条件。用人工方法套装的称为手工套装。它是借助工具,依靠人的力量将翅片一个个压入的。这种方法因为翅片的压入力有限,故套装的过盈量小,翅片容易产生松动现象。机械套装翅片是在翅片套装机上进行的。由于翅片压入是靠机械冲击力或液体压力,压入力大,所以,可采用较大的过盈量。翅片和管子之间的结合强度高,不易松动。机械传动的套装机生产率高,但噪音大,性差,工人的劳动条件欠佳。液压传动的虽然不存在上述问题,但设备价格较贵,对使用维修人员的技术要求较高,其生产率也低些。黑龙江绥化镶嵌式螺旋翅片镶嵌式螺旋翅片管是在钢管上预先加工出一定宽度和深度的螺旋槽,然后在车床上把钢带镶嵌在钢管上。在缠绕过程中,由于有一定的预紧力,钢带会紧紧地勒在螺旋槽内,从而保证了钢带和钢管之间有一定的接触面积。为了防止钢带回弹脱落,钢带的两端要焊在钢管上。为了便于镶嵌,钢带和螺旋槽间应有一定的侧隙。如果侧隙过小,形成过盈,则镶嵌过程难以顺利进行。此外,缠绕的钢带总会有一定的回弹,其结果使得钢带和螺旋槽底面不能很好的接合。镶嵌翅片可在通用设备上进行,费用不高,但是工艺复杂生产效率低。钎焊螺旋翅片管钎焊螺旋翅片管的加工分两步进行。首先,将钢带平面垂直于管子轴线按螺旋线方式缠绕在管子外表面上,并把钢带两端焊在钢管上固定,然后为钢带和钢管接触处的间隙,用钎焊的方法将钢带和钢管焊在一起。此种方法因其造价昂贵,故常用另一种方法,即将缠好钢带的管子放进锌液槽内进行整体热镀锌来替代。采用整体热镀锌虽然镀液不见得能很好地渗进翅片和钢管之间极小的间隙,但在翅片外表面和钢管外表面却形成了一个完整的镀锌层。采用整体热镀锌的螺旋翅片管,因为受到镀锌层厚度的限制(镀锌层厚时,锌层牢固性差,易脱落),加之锌液不可能全部渗入间隙内,所以,翅片与钢管的结合率仍不高。另外,锌的传热系数比钢小(约为钢的78%),故传热能力低。锌在酸及碱、黑龙江绥化本地硫化物中极易遭受腐蚀,因此,用镀锌螺旋翅片管不适于制作空气预热器(回收锅炉烟气余热)。








建顺金属制品有限公司自成立以来始终坚持诚信经营,质量为先的经营理念,建立了完善的 黑龙江绥化表冷器市场销售渠道,齐全的售后服务体系。多年来,公司坚持 黑龙江绥化表冷器价格低、质量优的经营理念,周到的服务赢得了广大客户的高度认可,并建立了长期的合作关系。主营业务有: 黑龙江绥化表冷器。客户的满意是我们不懈的努力与追求!欢迎新老客户来电咨询!