




想了解我们的数控钢筋套丝打磨生产线施工团队产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:数控钢筋套丝打磨生产线施工团队的图文介绍

依据的法规标准
序号 法规标准名称 适用章节
1 GB 12266-90《机械加工设备一般要求》 4.5.1-2、4.6.4-5、6
2 GB 15760-2004《金属切削机床防护通用条件》 5.1、5.2.3、5.4.6、5.5
3 GB 8196-2003《机械防护装置、固定式和活动式防护设计与制造一般要求》 6
4 GB 16454-2008《金属锯床 防护技术条件》 6
技术规程
项目 主要技术要求
1.金属锯床作业岗位须编制《金属锯床作业岗位‘四清楚’卡》并悬挂在作业现场,作业人员须经过岗位培训考核,达标后发“上岗证”,上岗作业时须携带。
序号 法规标准名称 适用章节
1 GB 12266-90《机械加工设备一般要求》 4.5.1-2、4.6.4-5、6
2 GB 15760-2004《金属切削机床防护通用条件》 5.1、5.2.3、5.4.6、5.5
3 GB 8196-2003《机械防护装置、固定式和活动式防护设计与制造一般要求》 6
4 GB 16454-2008《金属锯床 防护技术条件》 6
技术规程
项目 主要技术要求
1.金属锯床作业岗位须编制《金属锯床作业岗位‘四清楚’卡》并悬挂在作业现场,作业人员须经过岗位培训考核,达标后发“上岗证”,上岗作业时须携带。


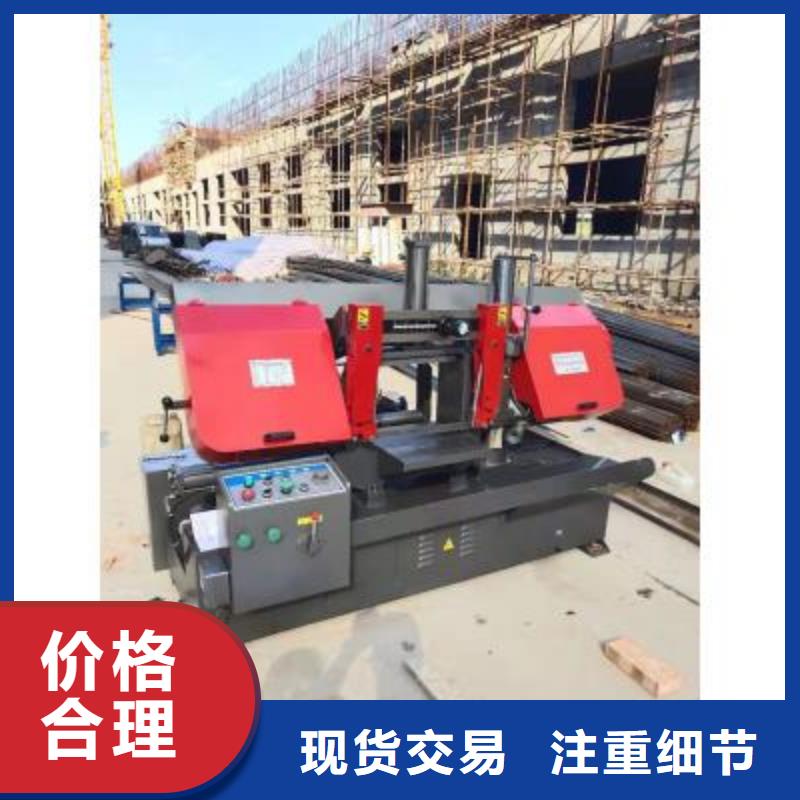
整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快
整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快开车前必须按机床部位(钢丝刷轴、蜗轮箱、轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳面丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上、下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快
的模拟输入输出模块,使锯削的监控具有广泛的意义,如:锯床只要锯条变形的反馈,即可对锯削速度进行自适应。伺服阀,即可对锯削的速度和位置控制进行。的功能使材料和工件的更方便。的中文界面和实时的图形状态显示,使操作更友好更直观。
公司以“求生存、以创新求发展”的经营理念,“讲诚、重”的宗旨,竭诚为广大客户提供高的产品及满意的服务!
整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快开车前必须按机床部位(钢丝刷轴、蜗轮箱、轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳面丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上、下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快
的模拟输入输出模块,使锯削的监控具有广泛的意义,如:锯床只要锯条变形的反馈,即可对锯削速度进行自适应。伺服阀,即可对锯削的速度和位置控制进行。的功能使材料和工件的更方便。的中文界面和实时的图形状态显示,使操作更友好更直观。
公司以“求生存、以创新求发展”的经营理念,“讲诚、重”的宗旨,竭诚为广大客户提供高的产品及满意的服务!



建贸机械 有限公司总经理率全体员工衷心感谢社会各界的关心、支持与厚爱,竭诚欢迎广大海内外朋友前来参观,光临指导,惠顾洽谈,共谋发展大计,同创美好明天。


打齿、断齿 1、工件小而锯齿太大
2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整
2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整



