以下是:k9DN700球墨铸铁管安装指导的产品参数
| 产品参数 |
|---|
| 产品价格 | 88/米 |
|---|
| 发货期限 | 1天内 |
|---|
| 供货总量 | 999999 |
|---|
| 运费说明 | 电议最低 |
|---|
| 最小起订 | 1支 |
|---|
| 质量等级 | 合格品 |
|---|
| 是否厂家 | 厂家 |
|---|
| 产品材质 | 球墨铸铁 |
|---|
| 产品品牌 | 鹏瑞 |
|---|
| 产品规格 | DN100-2600 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | DN100-2600 |
|---|
| 可售卖地 | 全国发货 |
|---|
| 产品重量 | 吨 |
|---|
| 产品颜色 | 黑色等 |
|---|
| 质保时间 | 1年 |
|---|
| 适用领域 | 市政工地供水排水等 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 国标 |
|---|
以下是:k9DN700球墨铸铁管安装指导的图文视频
您是想要在河南省周口市采购高质量的k9DN700球墨铸铁管安装指导产品吗?鹏瑞管业有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的k9DN700球墨铸铁管安装指导产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:喻经理-15206598805,QQ:2451125113,地址:《聊城汇通国际金属工业园 鹏瑞管业发货到河南省 周口市 川汇区、扶沟县、西华县、商水县、沈丘县、郸城县、淮阳区、太康县、鹿邑县、项城市》。 河南省,周口市 周口是羲皇故都、老子故里,陈楚旧地、临港新城,素有“华夏先驱、九州圣迹”之美誉。三川交汇,坐拥沙颍河通江达海黄金水道,有中原港城之誉,交通四通八达,形成了公路、铁路、水路三位一体的大交通格局。
别再错过任何细节!花费一分钟观看k9DN700球墨铸铁管安装指导产品视频,让您的购买决策更加明智。
以下是:k9DN700球墨铸铁管安装指导的图文介绍


球墨铸铁管与其它管材相比,具有较高的抗内力、外压能力,较好的耐腐蚀性和耐磨性。同时具有施工方便、接口密封性能好,运行系数大等优点。近年来,在铸铁材料市场上发展势头迅猛。 这种材质生产中较易出现裂纹、重皮、夹渣三种质量问题。裂纹产生与离心浇注过程产生,浇注制度不合理产生;重皮与浇注温度、浇注转速有关;夹渣与金属化学元素含量、扒渣处理有关。 和控制措施是: 1、改进离心设备,有效裂纹 减少铁液在高温的停留时间,加强孕育特别是随流孕育效果。随流孕育剂加入量控制为铁液量的0.1-0.25%;确保管模粉分布均匀,控制管模内表面用量为20-30g/m2。控制好水冷金属型离心机冶炼工艺参数。 离心机要防止流槽振动造成铁液溅出现象,承口砂芯要安放合适,避免产生毛刺。控制铁液成分,降低铁液的含硅量,冲入球化剂后W(Si)应控制在0.8-1.2%为宜。离心机机壳内采用均匀布置圆弧形喷淋冷却管,且分段设置,并避免各段的冷却水相互影响。 2、优化工艺参数,减少管身重皮 合理控制浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。控制机身冷却水进口温度为28-36℃,出口温度为50-57℃。 在水冷金属型离心铸造工艺中,应防止过高的浇铸转速,调整适宜的翻包速度和主机走速;确保管模的打点的深度为0.25-0.3mm、直径为4-5mm、点与点边缘间距为0.5-0.7mm。 3、控制原料加入,降低夹渣缺陷 为解决降低铁液中的含硫量,减少硫化物的产生,应控制W(S)<0.02%;适当提高浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量控制在1-2%为宜;加强铁液的扒渣和挡渣效果;铁液中的残镁流量不易过高(控制在0.035-0.045%),以减少铁液表面氧化。 通过采取以上相应措施,球墨铸铁管的质量得到明显改善,裂纹、重皮、夹渣缺陷大为降低,减少了废品,大幅提高综合成材率。



多年的不懈努力和历练,使鹏瑞管业有限公司拥有一大批经验丰富的 河南周口球墨铸铁圆棒设计、安装技术人员及管理人员。通过与国内外同行的广泛交流与学习,积累了丰富的经验,掌握了先进的 河南周口球墨铸铁圆棒技术和设计理念,使用户在满足佳使用条件下实现低得投资成本,从而实现投资小化,收益大化。


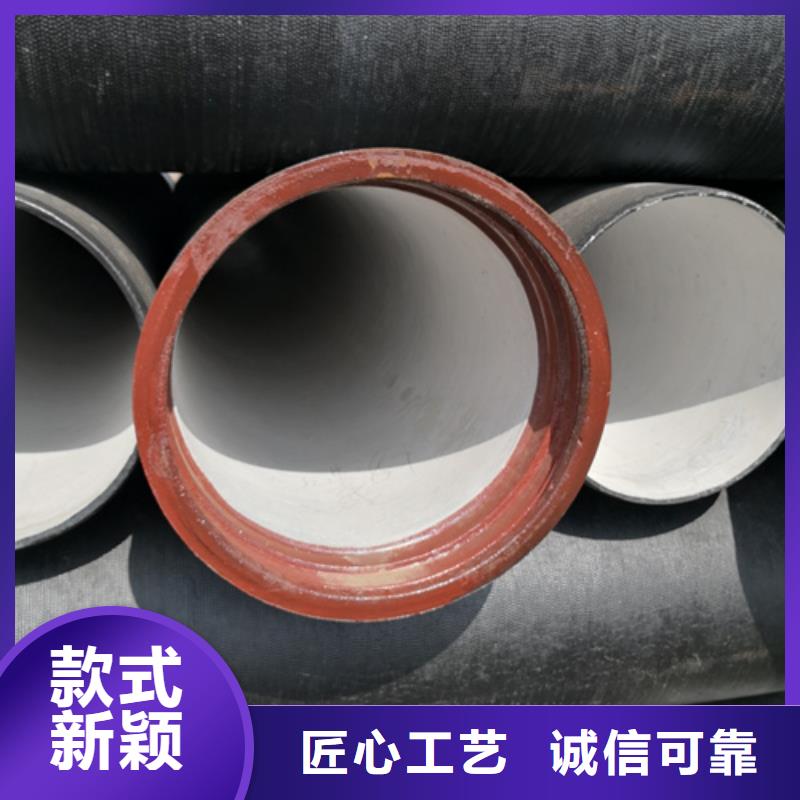
球墨铸铁管顶管法可以用于在地下安装管道而不用挖掘沟渠,也可以用来在隧道中铺设管道,球墨铸铁管顶管法安装有下列优点;(1)由于接口突出较小,并且所有的连接工作都可以从管内部来进行,因此,可以使在隧道内部和管外部之间的空间变得较小。(2)由于在隧道中连接管道不虑火或电,因此可以地进行工作。(3)由于是机械接口,安装工作既简单又快捷。由于球墨铸铁管机械接口柔性高,因此,在隧道中弯曲的部分也可以使用这种管子来铺设管道。球墨铸铁管顶管法安装步骤如下:(1)插口(承口)插人前,在插门外面、承口内面以及橡胶圈上涂刷浓浆状的肥皂水。(2)插人后,将橡胶圈戴在插口上,用手指将其推人到能轻轻进人的位置。(3)将开口圈(分为3个弧状片)从下方顺次插人.首先在下面安两个I,然后将H滑向管轴方向,架在I的上面组合起来.在将开口圈的3个弧片往承口插人 时,如在弧片与弧片之间有较大的间隙出现,则在弧片上I一I之间插入一种填塞间隙的弧片(与开口圈同截面、同材质、厚6mm)。(4)将拧进了螺栓的压紧圈(分为4个弧片)从下面顺次插入。为了使II不致掉下来,采用固定件将其固定.固定件是为了防止在安装操作时上部的压紧圈脱落下来。安装完毕后,由于橡胶圈的反弹力以及压盖圈与承口底部之间填充的水泥砂浆的起拱作用,上部压盖圈脱落的危险性已不存在,可以取掉。但将固定件原样保留也可以,为了慎重起见,一般为镀锌件。(5)将压紧圈的螺栓的一部分(3根中占1根的大概比例),用扳手或棘轮扳手反向旋转,使其从压紧圈中拧出来35-40mm的程度,从而将橡胶圈推人深处。(6)将尚未拧出来的螺栓头部的平帽上安人固定销。(7)将安装了固定销的螺栓稍微拧出,将开始的螺栓一次拧人,在其头部也安上固定销(全部的螺栓安装固定销完毕)。



球墨铸铁管管件形成热裂纹的理论原因和实际原因很多,但根本原因是铸件的凝固方式和凝固时期铸件的热应力和收缩应力。液体金属浇入到铸型后,热量散失主要是通过型壁,所以,凝固总是从铸件表面开始。当凝固后期出现大量的枝晶并搭接成完整的骨架时,固态收缩开始产生。但此时枝晶之间还存在一层尚未凝固舶液体金属薄膜(液膜),如果铸件收缩不受任何阻碍,那么枝晶骨架可以自由收缩,不受力的作用。当枝晶骨架的收缩受到砂型或砂芯等的阻碍时,不能自由收缩就会产生拉应力。当拉应力超过其材料强度极限时,枝晶之间就会产生开裂。如果枝晶骨架被拉开的速度很慢,而且被拉开部分周围有足够的金属液及时流入拉裂处并补充,那么铸件不会产生热裂纹。相反,如果开裂处得不到金属液的补充,铸件就会出现热裂纹。由此可知,宽凝固温度范围,糊状或海绵网络状凝固方式的合金容易产生热裂。

在河南省周口市采购k9DN700球墨铸铁管安装指导请认准鹏瑞管业有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:喻经理-15206598805,QQ:2451125113,地址:汇通国际金属工业园 鹏瑞管业)。