



想要更直观地了解镀锌槽钢现货8#产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:镀锌槽钢现货8#的图文介绍
与我们合作,能提高您的效率,降低时间和人工成本,提高 黑龙江佳木斯锻打圆钢产量与质量,产品与企业形象,增强竞争力。 我们将以热诚的服务,良好的 黑龙江佳木斯锻打圆钢产品质量,竭诚为广大用户走上致富之路。 宏钜天成钢管有限公司宗旨,以质量求生存,以服务求发展。


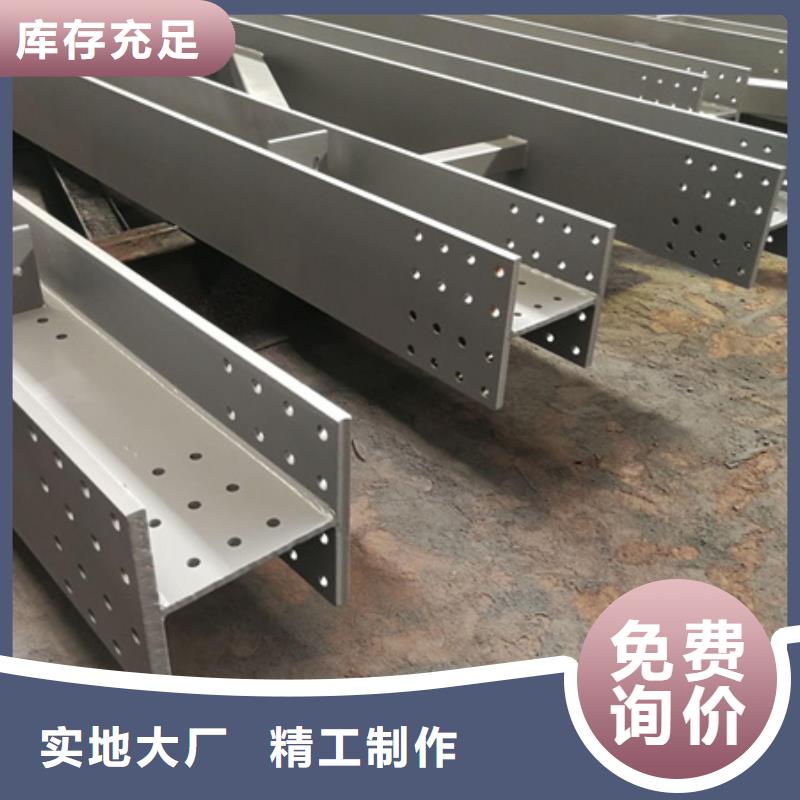
今天我们要报道的是关于304不锈钢槽钢加工。你知道吗,这种槽钢在我们的生活中应用广泛,但是它的加工却非常考验工匠的技术和经验。那么,今天我们就来一起了解一下这个加工过程中的“神秘面纱”,看看这些工匠们是如何完成这个看似简单但实则不易的任务的。首先,让我们来了解一下这个槽钢的材质——304不锈钢。这种材质的耐腐蚀性能非常好,而且强度高、塑性好、加工性能优良,是制作各种机械设备的理想材料。但是,由于它的硬度较高,加工起来却十分困难。因此,工匠们需要在加工过程中精益求精,一丝不苟,才能保证槽钢的质量。那么,加工的具体步骤是什么呢?首先,工匠们需要使用专业的加工设备,如钢板切割机、数控剪板机等,将不锈钢板切割成相应的尺寸。接下来,他们会使用槽钢成型机将切好的不锈钢板进行成型,制作出我们常见的槽钢。,工匠们会使用打磨机对槽钢进行打磨和抛光,使其表面更加光滑,提高美观度。除了技术和经验的考验,这个加工过程还需要工匠们对细节的追求。他们需要时刻保持高度的警觉,避免任何的瑕疵和不足。因为一旦出现了质量问题,这个槽钢就可能无法正常使用,甚至会对设备的造成影响。



槽钢针对冷床冷却速率慢的异常,在冷床区增补了水雾风机来抬高冷床区的冷却速率,又在剪机前每个倍尺处增补了一组水雾喷头,下降槽钢剪切部门的温度,从而防止了因钢温高而造成的剪切欠缺.2、针对槽钢剪刃设计存在的异常,纠合出产现实境况,将剪刃设计为图2所示的式样(以100#槽钢为例).上剪刃宽度由100mm改为99mm,减削上 剪刃在上下方位的空隙,改进槽钢两角部的剪切品质;下剪刃两角部圆弧尺寸由R8mm改为R7mm,抬高两角部的剪切重迭量,改进槽钢肩部剪切品质;下剪刃上边宽度由79mm改为80mm,下边宽度由97mm改为94mm,使下剪刃腿端斜度小于槽钢制品孔型斜度,这么在腿部剪切时,腿部上、下方位上不会同时受力,从而减削剪切力,改进剪切品质.3、经过对各规格槽钢现实剪切品质和剪切空隙实行数据回去解析,制订了每种规格的剪切空隙范例,整体为:63#槽钢为0.20~0.30mm、80#槽钢为0.20~0.35mm、100#槽钢为0.25~0.35mm,120#槽钢为0.25~0.40mm,并做出厚度为0.20~1.00mm的差别垫片.每次改换剪刃时,先丈量空隙,再采得相应的垫片,确保剪切空隙操纵在工艺条件界线内.


1、针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来提高冷床区的冷却速度,又在剪机前一个倍尺处增加了一组水雾喷头,降低槽钢剪切部分的温度,从而避免了因钢温高而造成的剪切缺陷。2、针对槽钢剪刃设计存在的问题,结合生产实际情况,将剪刃设计为图2所示的形状(以100#槽钢为例)。上剪刃宽度由100mm改为99mm,减少上剪刃在左右方向的间隙,改善槽钢两角部的剪切质量;下剪刃两角部圆弧尺寸由R8mm改为R7mm,提高两角部的剪切重叠量,改善槽钢肩部剪切质量;下剪刃上边宽度由79mm改为80mm,下边宽度由97mm改为94mm,使下剪刃腿端斜度小于槽钢成品孔型斜度,这样在腿部剪切时,腿部上、下方向上不会同时受力,从而减少剪切力,改善剪切质量。3、通过对各规格槽钢实际剪切质量和剪切间隙进行数据回归分析,制定了每种规格的剪切间隙规范,具体为:63#槽钢为0.20~0.30mm、80#槽钢为0.20~0.35mm、100#槽钢为0.25~0.35mm,120#槽钢为0.25~0.40mm,并做出厚度为0.20~1.00mm的不同垫片。每次更换剪刃时,先测量间隙,再选择相应的垫片,确保剪切间隙控制在工艺要求范围内。



从区域价差来看,今日唐山工字钢与乐从工字钢价差维持不变,唐山角钢、槽钢与乐从角钢、槽钢价差正向扩大;唐山工字钢与江阴工字钢价差正向缩小,唐山角钢、槽钢与江阴角钢、槽钢价差维持不变;唐山工字钢、角钢、槽钢与成都工字钢、角钢、槽钢价差正向缩小。从品种价差来看,今日唐山工字钢、角钢、槽钢与钢坯价差正向缩小。目前据和贸易商了解,市场投机性采购为主,市场在阶段性补库过后或回归理性,原料钢坯上调20元/吨,型钢价格有底部支撑,但终端需求不及预期,型钢价格随市场行情波动幅度较大,综合来看,预计明日唐山型钢市场价格或稳中趋强运行。

