



工件可放置在封闭的空间(经抽真空或内部气体环境在控制下);
激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件;
可焊材质种类范围大,亦可相互接合各种异质材料;
易于以自动化进行高速焊接,亦可以数位或电脑控制;
焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰;
不受磁场所影响(电弧焊接及电子束焊接则容易),能的对准焊件;
可焊接不同物性(如不同电阻)的两种金属;
不需真空,亦不需做X射线防护;
若以穿孔式焊接,焊道深一宽比可达10:1;
可以切换装置将激光束传送至多个工作站


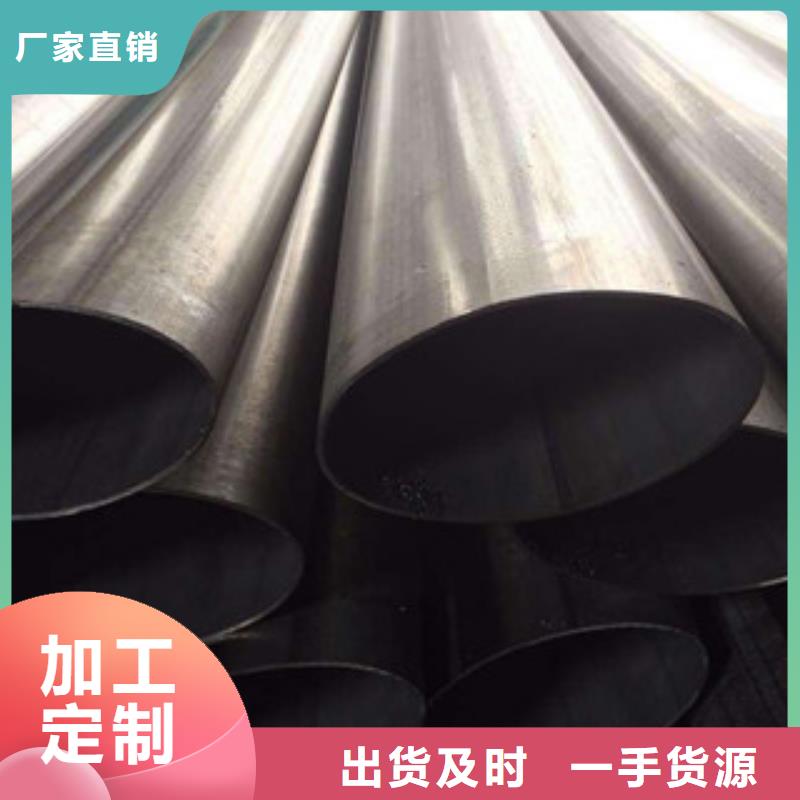
浩融金属制品厂有限公司坐落于开发区蒋官屯工业园。本公司主营产品 江苏镇江圆钢。在新的世纪,我公司将秉持“以人为本,追求品质”的企业精神,不断进取,勇于创新,在全球经济一体化的大潮中,向更高的目标迈进!我们热忱欢迎各界朋友惠顾、合作,为了共同的事业携手并进,共创辉煌。我们坚持“诚信为本,信誉*上,服务用户,回报社会”的原则,建设以管理为基础,以用户为核心,以科技为先导,以改进为动力的质量、信誉型企业。期待您的合作。本厂一贯倡导“科技为先开拓创新”的经营理念,重视产品的开发。



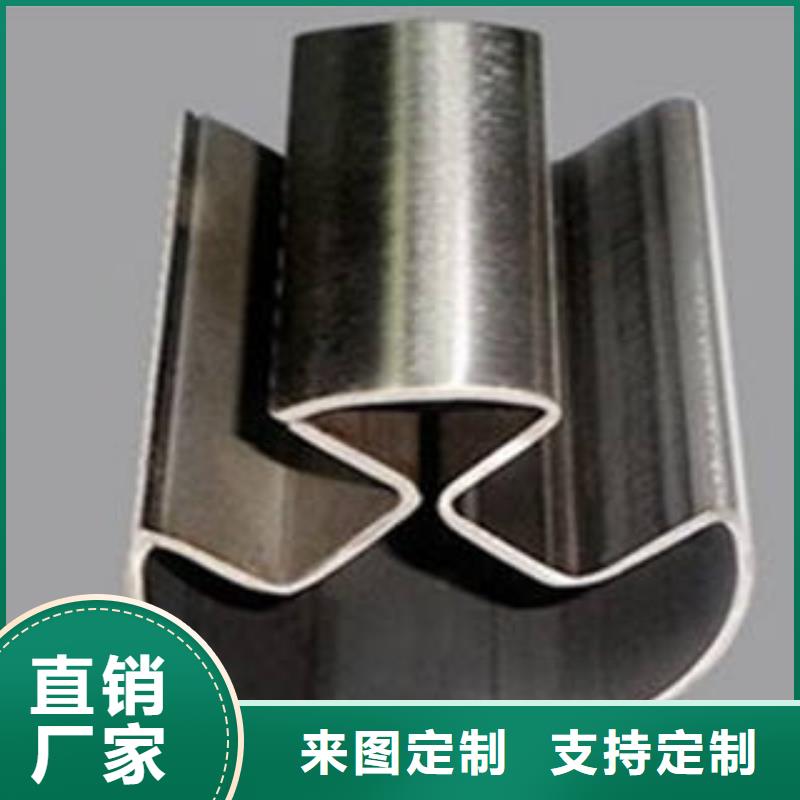
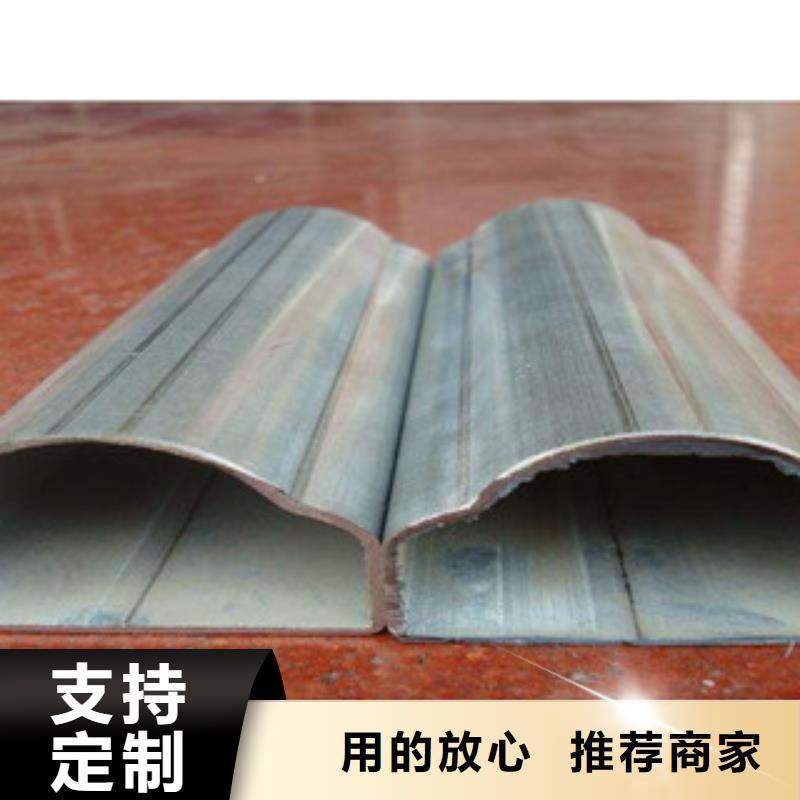
材料要求
材料的材质,尺寸精度,表面质量,成型形状和力学性能等对冷弯型钢产品的表面质量,强度,耐蚀性及其使用寿命有着直接的关系。当有可靠根据时,可采用其他牌号的钢材,但应符合相应有关 标准的要求。特别是相关材料的屈服点上的纵横伸长率及冷弯试验得到的弯心直径等对冷弯异型管的影响很大。
工艺特点
在辊式冷弯成型过程中主要加工过程为弯曲变形,除产品弯曲角局部有轻减薄外,变形材料的厚度在成型过程中假定保持不变。在孔型设计时,要注意合理分配变形量,尤其是在 道,后面几道,变形量不易过大。另外可以使用侧辊和过弯辊,对异型管进行预弯,且使型材断面的中性线与成品型材的中性线重合,使型材上下所受的力平衡,从而避免纵向弯曲。如果在加工过程中发现纵向弯曲,可根据实际情况增加部分轧辊,尤其注意后面几道。
