


中雄管业有限公司坚持“低成本、高质量,一切为用户”的经营理念,秉承“为用户服务无止境”的服务信念,充分顾及 山东淄博钢衬塑管道用户的利益和需要,想用户所想、急用户所急,为用户的 山东淄博钢衬塑管道正常使用做好我们的服务工作,赢得了广大用户的信任和支持。


脱硫衬胶管道优越性:
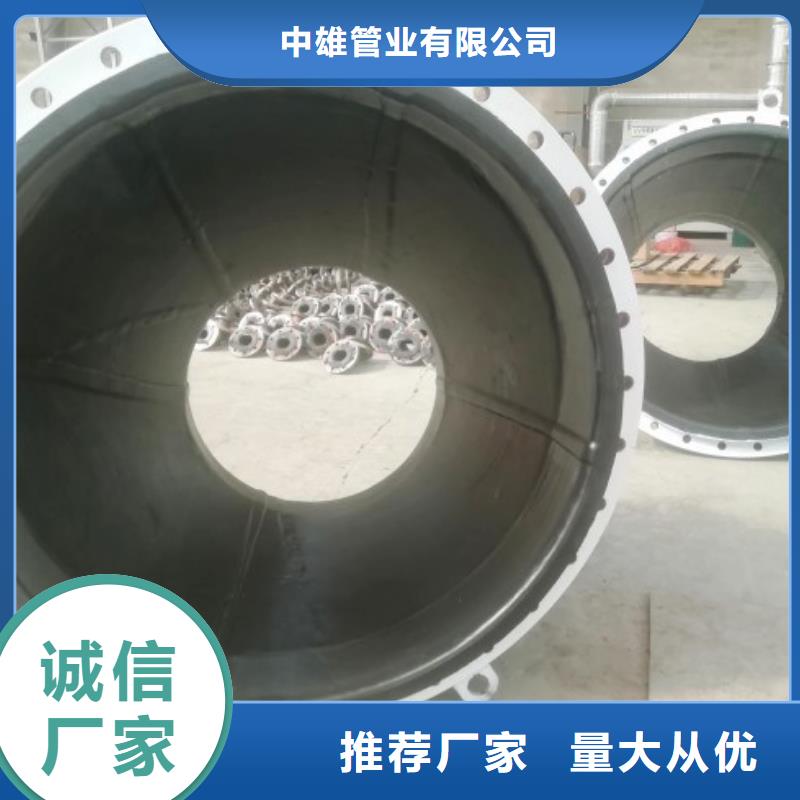
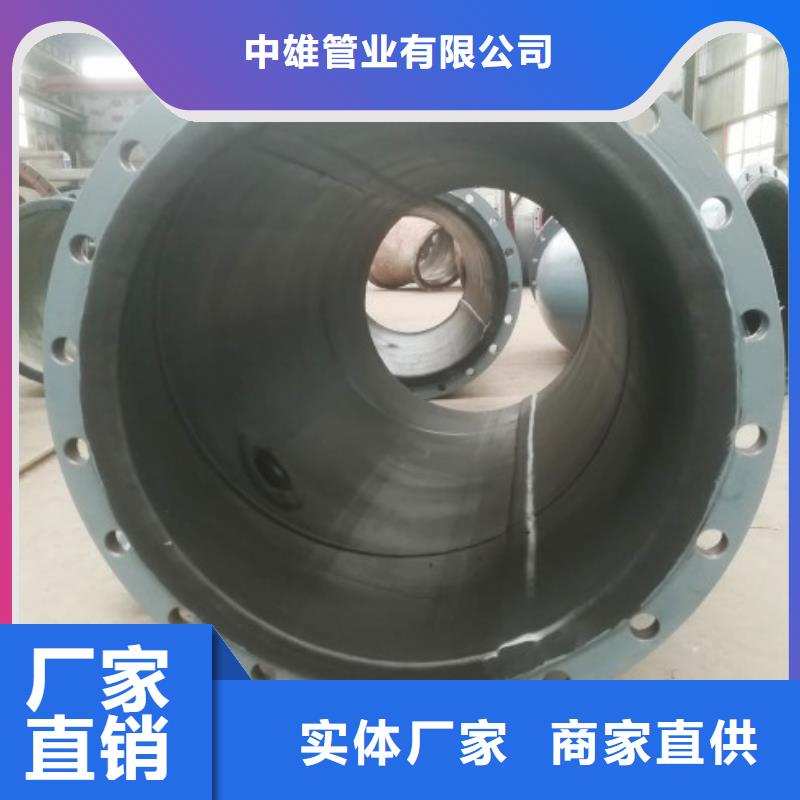
1. 结构优良
管材的增强骨架钢管与橡胶层使用高性能的粘合剂复合为一个整体,采用特殊工艺经公司的专注硫化设备复合硫化成型,克服了钢管耐压不耐磨, 塑料、橡胶耐磨不耐压以及玻璃钢脆抗冲击性能差等缺点,同时具备钢管和耐磨橡胶的共同优点,综合性价比。
2. 耐磨性能好, 使用期长
磨耗值测试结果一般在0.03~0.20 cm3/1.61km范围内,约为塑料的3~5倍,耐磨性比钢管高4-6倍。
3. 强度高, 抗冲击性高
橡胶弹性体的密度低(1.2g/cm3),重量轻,具有较好的吸振性能和优异的耐机械冲击性能,高强度, 刚性好, 不产生蠕变,抗冲击,抗震, 抗水锤性能强,便于运输, 安装和维护。
4. 防腐性能
我公司采用的内衬橡胶化学性能稳定,能耐绝大多数腐蚀性介质和溶剂的侵蚀,比聚乙烯、聚丙烯、尼龙、ABS等塑料更耐腐蚀。除强氧化性酸液外,在一定温度和浓度范围内能耐各种腐蚀性介质(酸、碱、盐)及介质(萘溶剂除外),在20℃和80℃的80种溶剂中浸滞30天,外表无反常现象,其它物理性能也几乎没有变化。
5. 温度适应范围广
脱硫衬胶管道可以在-50°C~+150°C的范围内长期使用,衬胶层不会因温度变化而与钢架脱开。






化工衬胶管道:衬胶槽体,衬胶罐体,衬胶反应釜,塔体衬胶。
1、选矿厂:皮带头尾轮衬胶、矿浆输送管道的衬胶、旋流器分配器及沉砂槽衬胶、浮选机槽体衬胶、磁选机筒体衬胶、沉淀池槽体衬胶、以及其它漏斗、料仓耐磨衬胶等。
2、洗煤厂:头尾轮衬胶、管路衬胶、槽体衬胶、筛子大梁衬胶等。
3、水泥、化工厂:头尾轮衬胶、生熟料仓漏斗防堵耐磨衬胶、 配料车间漏斗衬胶以及其他反应罐衬胶等。
4、煤发电厂:原煤给料漏斗衬胶、头尾轮衬胶、输送衬胶管道、尾渣池衬胶等。
水处理衬胶管道:
“水处理”是通过物理、化学和生物手段,去除水中一些对生产、生活不需要的物质的过程。是为了适用于特定的用途而对水进行的沉降、过滤、混凝、絮凝,以及缓蚀、阻垢等水质调理的过程。
水处理衬胶管道采用耐磨、耐油、耐热、耐酸碱腐蚀等不同类型的胶板做内衬,应用热硫化及冷粘两种工艺进行加工,为水处理设备添加有效的防护层。



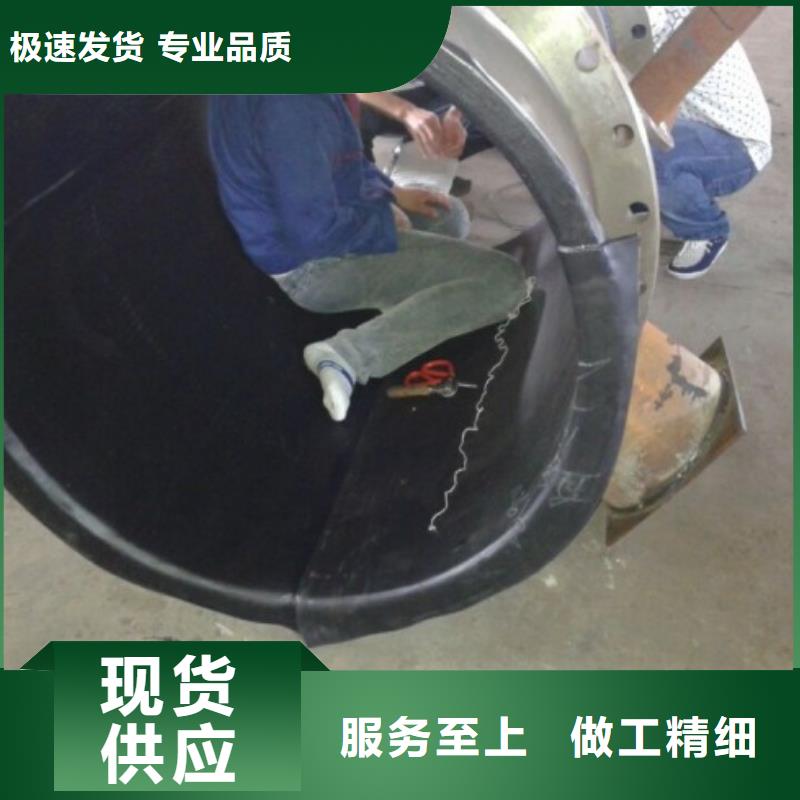
衬胶管道胶板粘接程序
A. 胶板的准备
a.所有粘接的胶板表面都必须打毛(出厂时已一面或两面打毛),包括接头。
b. 所有需粘接的表面(含接头)都须用香蕉水清洗脏物,并彻底晾干。
B. 橡胶和橡胶粘接
1. 均匀涂一层配好的粘合剂于粘接表面,并晾干1015分钟;
2. 再均匀涂第二层配好的粘合剂,粘接面不粘手,再将粘接面叠合;
3. 粘合剂在短时间内即粘牢,在施压前调整好粘接位置;
4. 当位置对好后,在整个表面施压,使其接触均匀,挤出空气。
C. 橡胶与金属铁板粘接
1. 金属铁板表面需用喷砂或者钢丝刷去除铁锈和氧化层;
2. 采用香蕉水清洗喷砂后的表面,并彻底晾干;
3. 涂金属底油,约2小时晾干,如层太薄可涂第二层;
4. 粘接步骤同第3条a d 项。
5. 送入硫化罐进行加压、高温硫化约4个小时。
6. 混凝土事故浆液池及石灰石浆液箱在现场粘接,然后进行本体硫化,即采用现场热源(锅炉蒸汽)及压力表将蒸汽输送入密封的事故浆液池及石灰石浆液箱,进行常温本体硫化约八小时。
7. 注意事项
a) 粘合剂及固化剂置阴暗通风处密封保存,并小心溅入眼睛;
b) 底油的用量为每升可涂4平方米;
c) 粘合剂的用量为每升可涂1.5平方米;
d) 每升粘合剂在使用时需配入52克固化剂。