


对于20号油缸管加工原理产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:20号油缸管加工原理的图文介绍
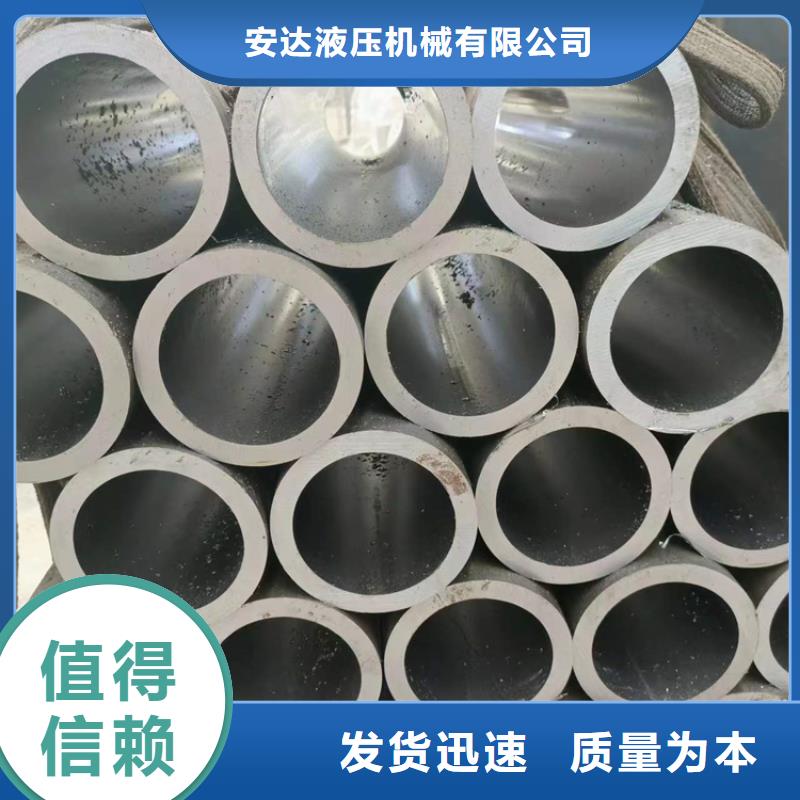
湖北黄冈珩磨管油缸管绗磨管绗磨管滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压绗磨管是一种无切削的塑性加工方法。
珩磨管是经过冷拔货冷轧尺寸精度高、表面光洁度好的精密无缝管,适用于机械结构和液压设备。采用精密无缝钢管制造机械结构或液压设备,可大大节省加工时间,提高材料利用率,提高产品质量。
珩磨管是经过冷拔货冷轧尺寸精度高、表面光洁度好的精密无缝管,适用于机械结构和液压设备。采用精密无缝钢管制造机械结构或液压设备,可大大节省加工时间,提高材料利用率,提高产品质量。



湖北黄冈企业旺旺珩磨管绗磨管油缸管珩磨管采用滚压加工,由于表面层留有表面残余压应力,可以帮助于表面微小裂纹的封闭,阻止侵蚀作用的扩展。从而增加表面抗腐蚀能力,并能减小疲劳裂纹的产生或扩大,因而增加珩磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的性和塑性变形,滚压后,表面粗糙度值的减小,可增加配合性质缸筒是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造(又称冷拔管,珩磨管),使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。 端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后必须更换端盖



安达液压机械有限公司专业从事【湖北黄冈不锈钢油缸管】的先进企事业单位,我们拥有一支专业的研发队伍,能够随时根据您的要求提供有效的方案,同时,从【湖北黄冈不锈钢油缸管】产品概念,产品设计,原型打样,产品性能测试到批量生产,从项目管理到供应链管理提供给您专业,灵活,可靠以及增值的服务,我们专注于【湖北黄冈不锈钢油缸管】的设计和研发。


湖北黄冈企业旺旺珩磨管绗磨管油缸管现在大部分的珩磨机都是半自动的,常带有自动测量装置,珩磨管还可纳入自动生产线工作。除加工孔的珩磨机外,还有加工其他表面的外圆珩磨机、轴承滚道珩磨机、平面珩磨机和曲面珩磨机等。不管是哪一款珩磨设备,操作时都要检查它的润滑部位,特别是变速箱,看是否有润滑油。如果没有油,就得向所有的注油孔内注油。同时还要检查冷却液是否清洁,冷却液要定期清理,不允许使用污浊不堪的冷却液。另外,不要忘了检查珩磨机中的油石超越尺寸是否正确,珩磨头的涨缩是否灵活,紧固油石座的弹簧是否牢固。调节好机床主轴的旋转运动和往复运动,使它符合工艺规范规定的要求。


