


别再错过任何细节!花费一分钟观看焊管优选厂商产品视频,让您的购买决策更加明智。
以下是:焊管优选厂商的图文介绍


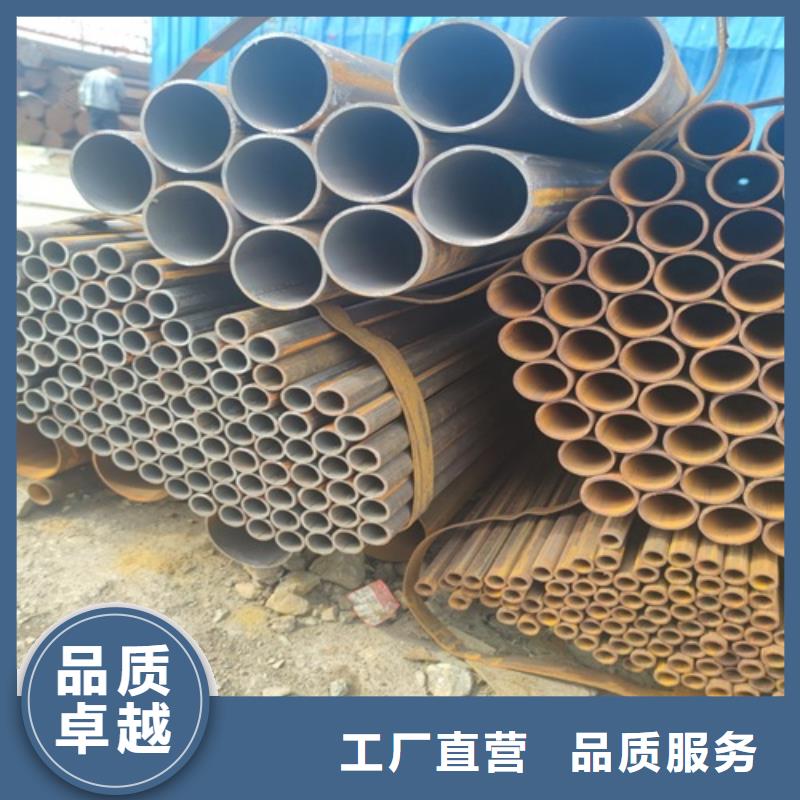
云南大理焊接钢管熔点至少1400度(纯铁1560C), 和标准淬火温度860C相差太多,虽然气焊加热速度快,对防止过热甚至过烧有帮助,但工业标准是+100度(要淬透一定深度,需要保温一段时间)。 如果烧的温度太高,按照工业用途钢材质量已经降到必须回炉了。 云南大理焊管手工刀具的质量要求(自然包括热处理)如果不能高于工业标准,相差也不该太多。现代热处理技术有雄厚的理论基础和完善的检验方法,因此工艺技术标准真的很重要。DIY如果没有可靠的设备,也应该尽量根据工业标准选择适当的加热、保温、淬火方法,尽量减少和标准方法的误差。 从以上可以看出焊接钢管的熔点较高,在高温高压的状态下不容易融化,还可以耐腐蚀,抗压效果好!



鹏鑫钢铁有限公司设备精良,以专业化生产保证 云南大理无缝钢管产品的稳定性。 不断健全的管理体制为产品的结构、质量提供了可靠的保证。
我们的原则
创新源于我们对 云南大理无缝钢管科技的积累;
稳定源于我们对 云南大理无缝钢管质量的坚定;
卓越源于我们对 云南大理无缝钢管细节的执着;
形象源于我们对 云南大理无缝钢管服务的认真!


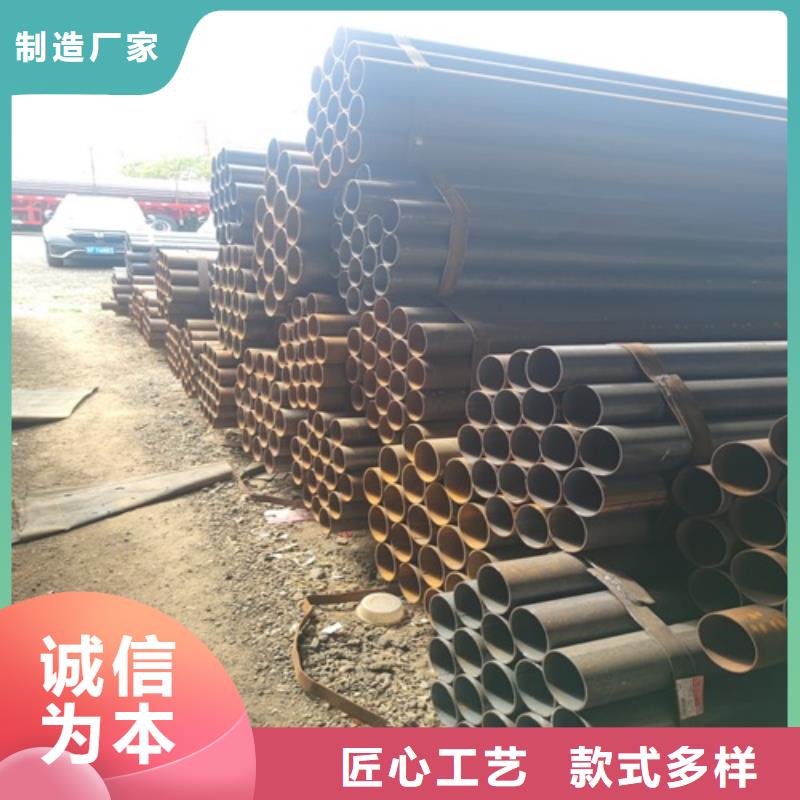
Q345D焊管的安装和使用质量要求 1、Q345D焊管的安装 根据图纸设计进行管道定位,根据现场情况预制管道支架,然后根据设计和现场进行下料,然后用磨光机磨坡口,再进行焊接。 2、Q345D焊管使用质量要求 1、垂直安装的立管每米偏差应小于3毫米,水平安装的偏差应小于1毫米。 2、焊缝处不得焊接支管,弯曲处避免有焊缝。 3、要求焊缝平直,焊缝饱满,焊口表面无烧穿、裂纹。



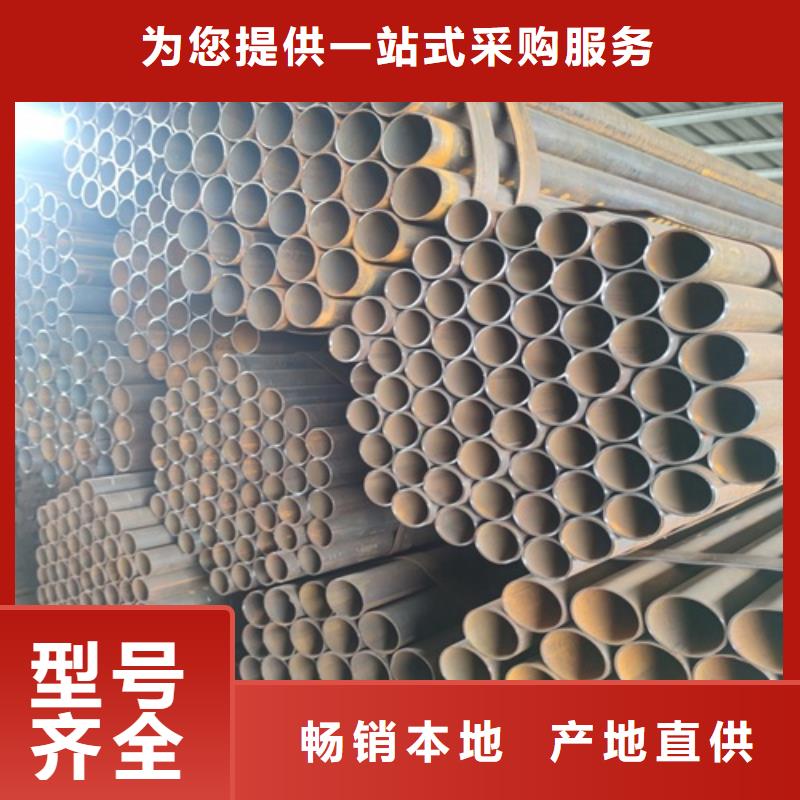
云南大理焊管的焊接办法和技巧 云南大理焊管是指用钢带或钢板曲折变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管,而且选用的坯料是钢板或带钢,装置衔接时需求焊接,施工复杂。是针对电线管、焊接 钢管管材在作绝缘电线保护管的敷设工程中施工复杂的状况而研发,具有较好的技术经济性能,装置快捷,造价成本低。 云南大理焊管的焊接办法是多样化的,一种是接连炉焊,其特点是出产效率高,出产成本低,焊管接头冶金结合不彻底,焊缝质量差,归纳机械性能差。另一种是电阻焊,出产效率高,自动化程度高,焊接时不需要焊条和焊药,对母材损害小,焊后的变形和残余应力也较小。但它的出产设备较复杂,设备出资高,对焊接接头的表面质量要求也比较高。 还有一种是电弧焊,焊接接头达到彻底的冶金结合,接头的机械性能可以彻底达到或接近母材的机械性能。依据焊缝形状的不同,电弧焊管又可分为直缝管和螺旋焊缝管两种;依据焊接时采纳的保护办法不同,电弧焊管又可分为埋弧焊钢管和熔化气体保护焊钢管两种。 云南大理焊管焊接的时候,依据管材的直径大小来分,直径小只能一面焊的和技工可以钻进管子里去施行两面焊接的。单面焊接的对焊工技术提出要求,能做到单面焊接两名成形,经过钢球试验,确保截面积经过才能和焊缝成形均契合规划要求。 云南大理焊管有一般用处和高温高压用等,后者用的管子往往是特种合金钢,有必要考虑和解决焊缝在焊接过程中发生收缩裂缝问题和热影响区管材机械性能不因焊接作业影响而过大变化。
