
如果你想要更深入地了解我们的定做液压油缸缸筒的供货商产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
以下是:定做液压油缸缸筒的供货商的图文介绍
安达液压机械有限公司致力为客户提供更、更环保、规格更齐全、品类更、工艺更精湛的优质 云南曲靖不锈钢油缸管。


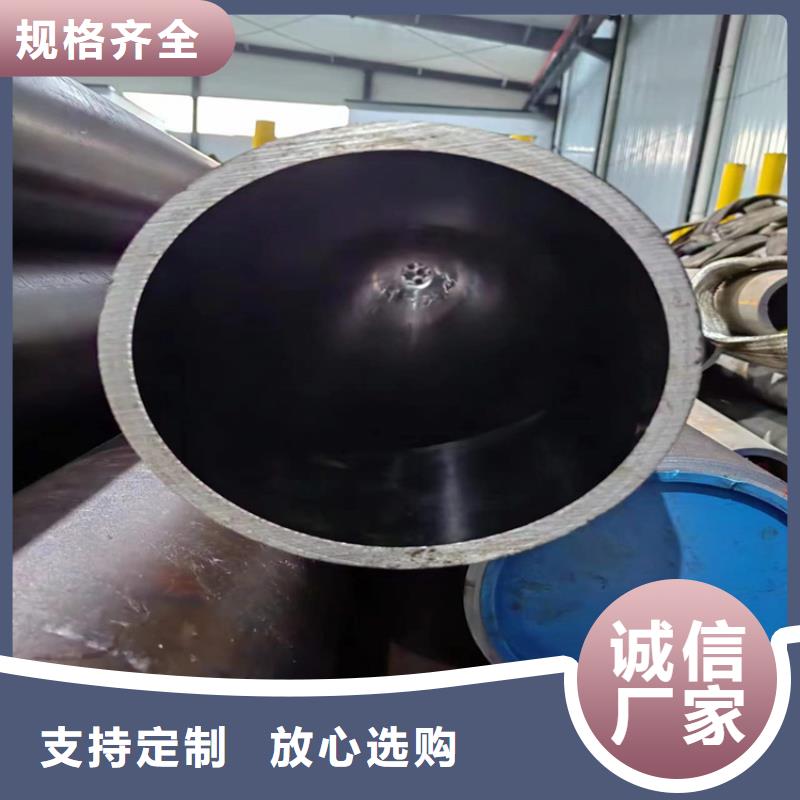
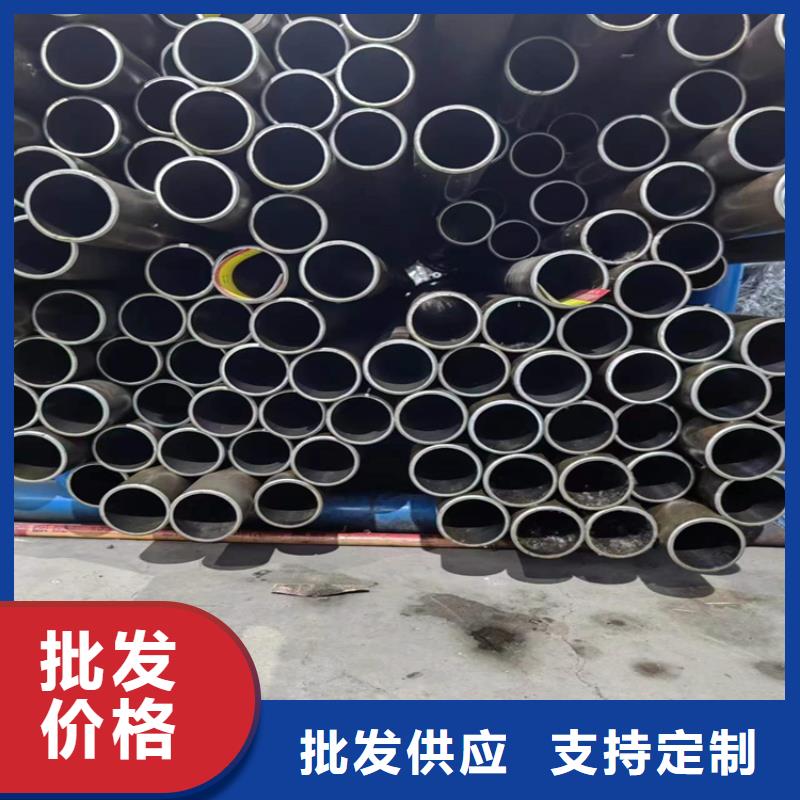
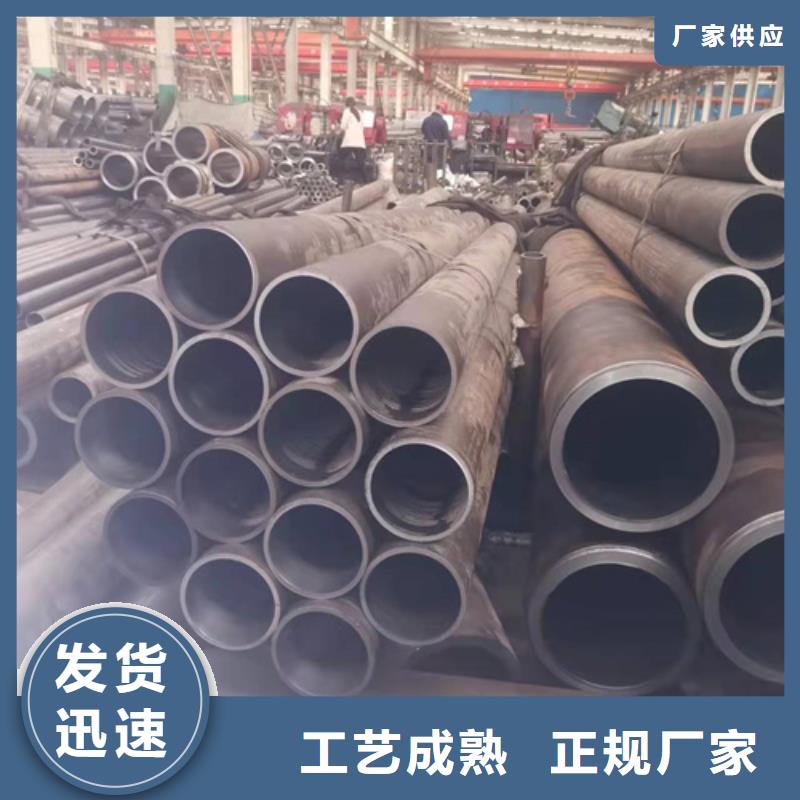
厚壁珩磨管是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;绗磨钢管要承受很大的液压力,因此,应有足够的强度和刚度。绗磨与内圆磨不同,加工是用一珩磨头伸进孔内,然后由机器带动旋转,往复,并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产,如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的,生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点,不过比起内圆磨的方式还是要快很多.精度方面不是什么问题,比起内圆磨有过之而无不及.厚壁油缸管应用:(1)工程液压机械:如液压汽车吊、挖掘机、推土机、叉车等。(2)煤矿井下液压支架:目前全国生产井下液压支架的企业有48家,高精度冷拔管的总需求量约为120万米。(3)水电站闸门启闭机、模板机,特别是长江三峡工程在今后十年的需求很大。(4)建筑机械:高空作业升降机械,一般建筑的施工修缮也离不开液压机械。(5)石油地质管:全国各油田每年需抽油泵3万台以上,年消耗高精度管20—40多万米、此外还可用本项技术精整各类钻杆。


油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。



