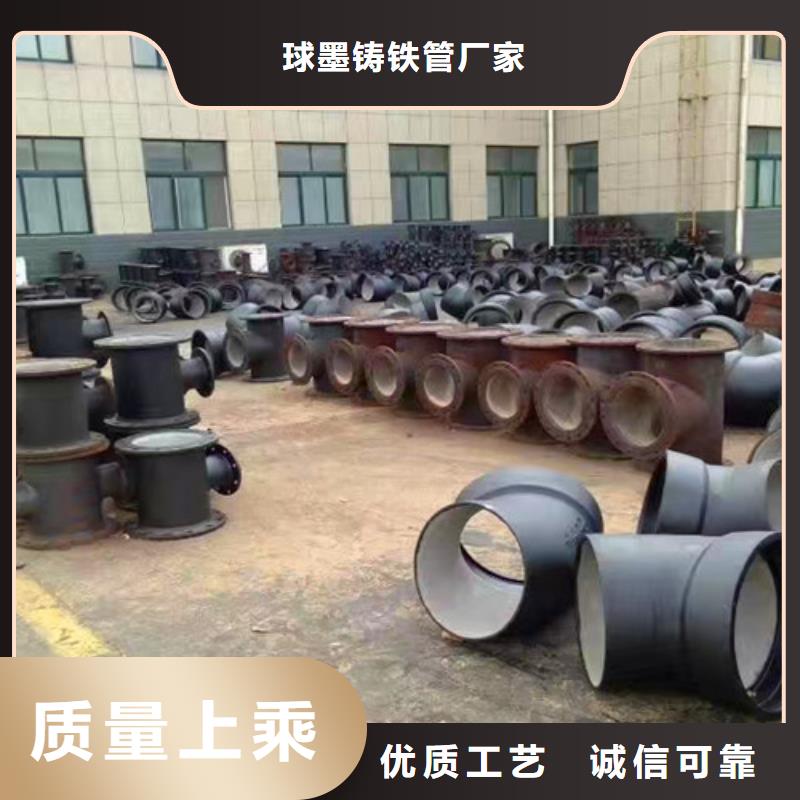
以下是:DN700球墨铸铁管承插弯头厂家-合作共赢的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议/个 |
|---|
| 发货期限 | 24小时 |
|---|
| 供货总量 | 95782212 |
|---|
| 运费说明 | 不含运费 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | PN10 PN16 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 球墨铸铁 |
|---|
| 产品规格 | DN80-2400 |
|---|
| 发货城市 | 晋城 |
|---|
| 产品产地 | 山西 |
|---|
| 加工定制 | 可定制 |
|---|
| 产品型号 | 弯头 三通 变径 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 黑色或指定 |
|---|
| 质保时间 | 1年 |
|---|
| 外形尺寸 | 98-2600 |
|---|
| 适用领域 | 市政管道 给排水工程 |
|---|
| 是否进口 | 否 |
|---|
以下是:DN700球墨铸铁管承插弯头厂家-合作共赢的图文视频
DN700球墨铸铁管承插弯头厂家-合作共赢,球墨铸铁管厂家专业从事DN700球墨铸铁管承插弯头厂家-合作共赢,联系人:赵经理,电话:18762195566、18762195566,QQ:303478492,发货地:山西晋城南村镇苏庄村发货到西藏 林芝市 米林县、墨脱县、波密县、察隅县、朗县,以下是DN700球墨铸铁管承插弯头厂家-合作共赢的详细页面。 西藏自治区,林芝市 林芝市(Nyingchi),古称“工布”,藏语音译为“尼池”,寓意为“太阳宝座”,是西藏自治区下辖地级市,地处西藏东南部,素有“西藏江南”、“雪域明珠”等称号。
简约设计,不简单内涵。观看我们的DN700球墨铸铁管承插弯头厂家-合作共赢产品视频,用少的话语传达真实的产品价值。
以下是:DN700球墨铸铁管承插弯头厂家-合作共赢的图文介绍

球墨铸铁管厂家是一家从事 西藏林芝球墨铸铁圆棒研发,生产及销售的企业。目前市场规模已在全国的所有省会城市和数百个二级主要城市设有销售点,出口业务遍及海外100多个和地区;公司引进进口的自动化设备,成熟工艺和精密设备相结合,保证产品品质,从源头把控品质,坚持技术创新。 我们的经营理念是“诚信、创新、、共赢”,您的满意是我们永恒的追求,期待成为您真诚的合作伙伴。


球墨铸铁管件快速堵漏哈夫节的技术特点: 1.快速堵漏哈夫节采用手动操作,不需停产,应用于水,油各种管路,不需使用任何动力,快速钻孔取水,是一种新型救护给水设备。 2.主要用于煤矿井下救护抢险中,在管路上快速钻孔取水,保证直接用水灭火的需要。 3.使用后,关闭闸阀,即可恢复原状。 4.不需用电源,不受远距阀门限制,在带压的情况下工作,特别适用煤矿井下作业。 5.在管路正常运行条件下,由于连接部分有密封圈,不会造成漏水,漏油等污染环境。 6.适用于地下工程,化工,自来水,井下各种管路等,在没有电源的情况下,完成临时或性管路的带压连接和取水工程。 7.在直径2至6寸管路中正常运行条件下,不用停水,停油就可以在管路的任何部位上,快速完成定位连接,具有强度大,体积小,便于操作的特点。



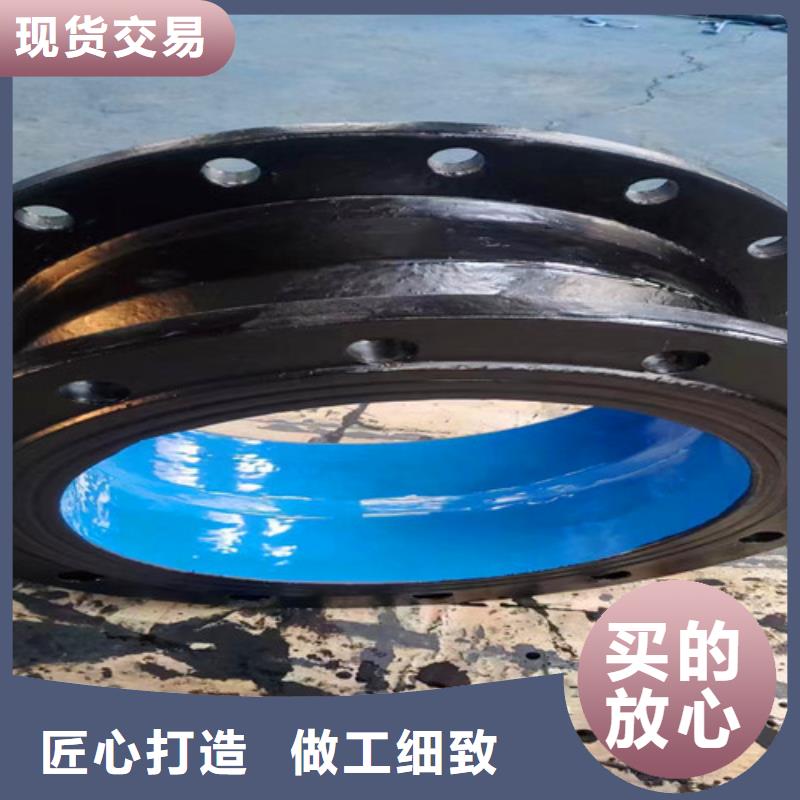
消失模铸造(又称实型铸造)是用泡沫塑料(EPS,STMMA或EPMMA)高分子材料制作成为与要生产铸造的零件结构,尺寸完全一样的实型模具,经过浸涂耐火涂料(起强化,光洁,透气作用)并烘干后,埋在干石英砂中经三维振动造型,浇铸造型砂箱在负压状态下浇入熔化的金属液,使高分子材料模型受热气化抽出,进而被液体金属取代冷却凝固后形成的一次性成型铸造新工艺生产铸件的新型铸造方法。 对于消失模铸造有多种不同的叫法,国内主要的叫法还有干砂实型铸造负压实型铸造,简称EPS铸造。国外的叫法主要有:lostfoamprocess(USA),policastprocess(Italy)等。 消失模铸造技术具有无与伦比的优势,被铸造界称为21世纪的铸造技术和铸造工业的绿色革命。消失模铸造有下列特点:铸件质量好,成本低,材质不限,大小皆宜,精度高,表面光洁,减少清理,节省机加,内部缺陷大大减少,铸件组织致密,可实现大规模,k9球墨铸铁管大批量生产,适用于相同铸件的大批量生产铸造,适用于人工操作与自动化流水线生产运行控制,生产线的生产状态符合环保技术参数指标要求。与传统铸造技术相比可以大大改善铸造生产线的工作环境与生产条件,降低劳动强度,减少能源消耗。 EPS珠粒发泡膨胀什么是EPS塑料:聚苯乙烯泡沫(ExpandedPolystyrene简称EPS)是一种轻型高分子聚合物。它是采用聚苯乙烯树脂加入发泡剂,同时加热进行软化,产生气体,形成一种硬质闭孔结构的泡沫塑料。是可发性聚苯乙烯(EPS),通称聚苯乙烯和苯乙烯系共聚物,是一种树脂与物理性发泡剂和其它添加剂的混合物。 EPS珠粒发泡采用电加热间歇式全自动预发泡机发泡,使用电加热,无水分,不需要熟化。粒度均匀,能保证模型壁厚均匀,不产生变形。模片成型铸管工厂采用全封闭半自动成型机,直管部分整体成型,避免了半模成型膜片粘接产生椭圆。带支管类管件支管部分整体成型。 模片烘干成型后模片放置在自动控制温度,湿度的烘干房内烘干水分。烘干温度:30-50度湿度:15-30度时间:72小时模片粘接对烘干后的模片进行粘接,采用切割机对白模进行必要的切割,组成各种形状,并且能够满足特殊地形和管道的定制需求。 模型浸涂一般分两次对粘接好的模型进行浸涂,防火涂料可以起到隔离铸造砂与铸件的作用,避免粘砂,确保铸件表面光滑。涂层烘干将浸涂后的模型转移至烘干房,球墨铸铁管在自动控制温度,湿度的烘干房内确保涂层烘干,尺寸达标。 装箱填砂将烘干后的模型装入砂箱内,通过二维圆周振动平台,将模型周围的砂震实,避免铁水浇注过程中管件产生椭圆等变形情况。8.铁水熔炼调质根据铁水成分标准要求,加入适量废钢,硅铁,在中频电炉内对铁水进行增温的过程中调整铁水成分,直至各项化学元素含量指标符合质量控制标准。 取样化验炉内铁水成分,根据化验结果,确定包芯线,孕育剂的加入量。通过电炉升温,使铁水温度符合各规格浇注工艺要求。铁水球化铸铁的机械性能主要取决于铸铁基体组织以及石墨的数量,形状,大小及分布特点,其中,石墨的形态可分为四种:片状石墨,球状石墨,蠕虫状石墨,团絮状石墨。通过喂丝和喷镁工艺将添加进铁水中,使其发生化学反应,促使石墨结晶时,转化为球状,从而改变球墨铸铁的机械性能。 浇注铁水浇注时沙箱抽真空,使沙箱内沙子紧实的填充在模型周围,避免浇注时铁水冲击模型产生变形。浇注后保压5分钟,避免浇注后管件变形。排砂出件工厂采用循环的生产线,可减少人为操作时间,生产效率,缩短铁水浇注后管件在箱内冷却时间,从浇注完到落砂出件需3小时,(工艺要求1小时)确保力学性能。 抛丸清砂抛丸是一种机械方面的表面处理工艺的名称,类似的工艺还有喷砂和喷丸。抛丸是一个冷处理过程,分为抛丸清理和抛丸强化,抛丸清理顾名思义是为了去除表面氧化皮等杂质提高外观质量,抛丸强化就是利用高速运动的弹丸(60-110m流连续冲击被强化工件表面,迫使靶材表面和表层(0.10-0.85mm)在循环性变形过程中发生以下变化。 均匀的塑变外表层引入残余压应力,内表层产生残余拉应力,表面粗糙度发生变化(RaRz)。影响:提高材料/零件疲劳断裂抗力,防止疲劳失效,塑性变形与脆断,提高疲劳寿命。机加工密封面加工法兰盘密封平面上的水线。目前一些球墨铸铁管厂家为节约生产成本,将密封水线直接在模片上压出,这样就省去了机加工的环节,设备成本,人力成本,电力成本都大为缩减,(公众号:但直接浇注水线对铁水成分,工艺等要求极高。微组织结构发生改性会导致法兰盘表面粗糙,铁逗粘连严重,高低不平整,极易造成漏水。 外表防腐富锌涂料喷涂富锌涂料是一种环氧富锌重防腐粉末涂料,锌粉含量在85-95%之间,涂膜仅厚100微米,成本低,性能优异。防腐蚀机理,主要防腐作用有:屏蔽作用,电化学防护,涂膜自修复和钝化作用。逐个进行水压检测。 水压工位采用自动升压,自动保压系统,标准要求保压15秒。并有自动排气功能,保证压力数据的真实,有效。内表面水泥涂衬所谓的水泥内衬一般是采用水泥,沙,胶水(符合饮水标准)等原材料按一定比例配置拌匀,人工涂覆在管件内壁,目前国内球墨铸铁管件因品种繁多,形状各异等原因,致使内衬尚无法实现机械化,流水线作业,所以生产周期较长,球墨铸铁管件内衬表面无法在平整度,粘合力上实现向管材内壁一样的理化性能。 内衬水泥养生固化将内衬好的管件放入养生池中,盖上盖子。在一定温度,湿度,时间,压力作用下,使混凝土与空气相隔,水分不在被蒸发,水泥靠混凝土中的水分完成水化作用已达到凝结硬化。外表二次防腐喷涂普通沥青涂覆,环氧树脂涂覆,静电粉末喷涂。可3种喷涂工艺,满足防腐要求,保证产品质量。成品包装入库。


DN700球墨铸铁管承插弯头厂家-合作共赢_球墨铸铁管厂家,固定电话:18762195566,移动电话:18762195566,联系人:赵经理,QQ:303478492,山西晋城南村镇苏庄村 发货到 西藏林芝市。