




我们的现场实拍视频将带您走进出货快的定做非标研磨管厂家产品的世界,产品视频细节之美一览无余!
以下是:出货快的定做非标研磨管厂家的图文介绍

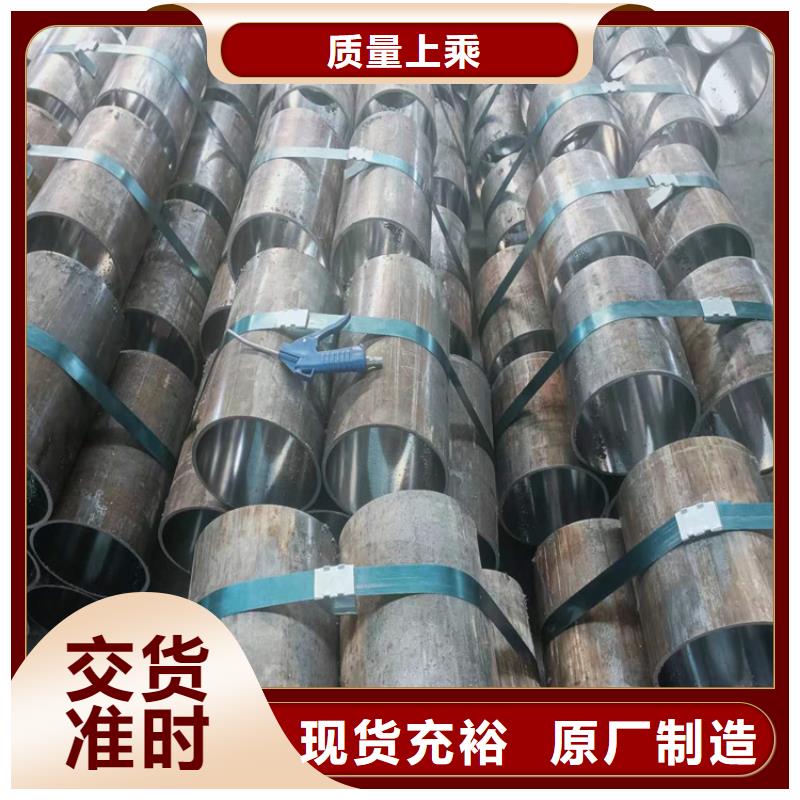
西藏林芝珩磨管油缸管绗磨管珩磨管加工的工作原理研磨管
珩磨时,砂条上的磨粒以一定的压力、较低的速度对工件表面进行磨削、挤压和刮擦。砂条作旋转运动和上下往复运动,使砂条上的磨粒在孔表面所形轨迹成为交叉而不重复的网纹(如图1所示),与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小。珩磨的切速低,仅为砂轮磨削速度的几十分之一,在珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,故能得到较细表面粗糙度。


西藏林芝珩磨管油缸管绗磨管影响珩磨质量和生产率的因素要获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。三、珩磨的圆周速度υy和往复运动速度υw增加υw,砂条自砺作用好,生产率高。增加υy,除了提高工效外,还能改善表面质量。但两者均不能过分地增高,否则会导致切削削温度提高,排屑困难、砂条堵塞、磨耗加剧、珩磨效果急剧下降(如图3所示)。珩磨速度υh为υy与υw的合成速度。这两者合成决定了研磨管



在 西藏林芝不锈钢油缸管产业蓬勃发展的今天,安达液压机械有限公司“以科学的管理模式,雄厚的技术力量,完善的服务体系”对客户永不变的承诺,一定会在新世纪,“锐不可当,扬帆远航”,我们愿与您共同携手,互惠互利,共创辉煌!


西藏林芝珩磨管油缸管绗磨管在标准中为DIN2391-1 。液压钢管的原材料经过精拔、无氧化光亮热处理(NBK状态)、无损检测、钢管内孔经过高压冲洗、酸洗,钢管内外壁用防锈油防锈处理、两端封盖用作防尘处理。 生产出来钢管具有精密度高、光洁度好,钢管内外壁无氧化层,钢管可以承受液体流通过的高压,且钢管冷弯不变形,可扩口、压扁无裂痕。机械性能可以在任何一个角度下弯曲不变形。主要用作液压系统油路中配制钢管,也叫液压系统中的硬配管,汽车用精密钢管,规格一般为外径(D)Φ4mm-76mm,壁厚(S)0.5mm-6.0mm。长度为定尺6米(订做除外),交货状态为NBK(正火)、GBK(退火)、BKS(去应力退火)。采用主要材料为ST35、ST37.4(10#)、ST45(20#)ST55(35#)、ST52(16Mn)等可满足对钢管要求精密度高、光洁度高、抗拉强度、机械性能高的客户。研磨管


