



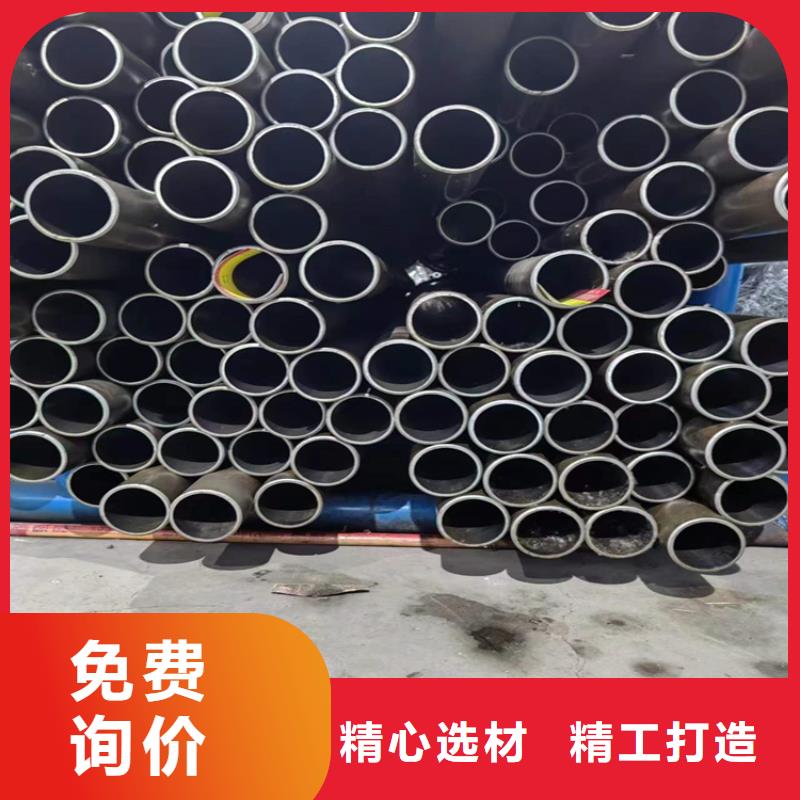

想知道油缸绗磨管产品的独特魅力吗?我们为您准备的视频将带您亲身体验,让您感受到产品的无限魅力。
以下是:油缸绗磨管的图文介绍




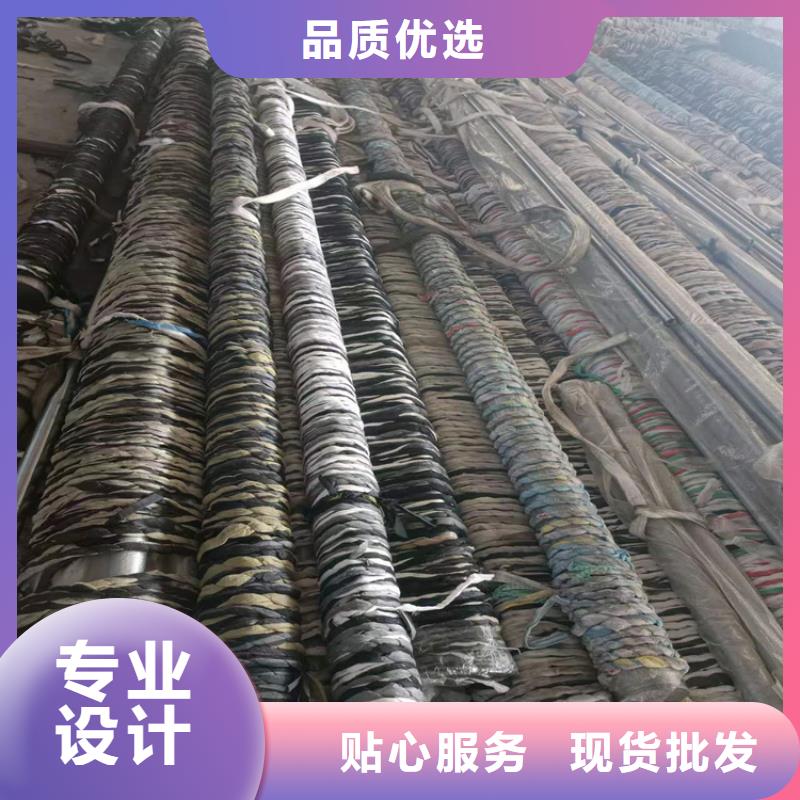
西藏林芝珩磨管油缸管绗磨管珩磨管淬火裂纹的宏观形态图2.1.1 材料冶金质量缩孔和严重的轧制缺陷造成材料明显的不均匀性,这时材料是不宜进行热处理的。而不少材料的冶金缺陷均可能单独与宏观或微观的内应力发生作用,促发珩磨管淬火裂纹。这些冶金质量问题包括:宏观偏析、固溶体偏析、固溶氢、锻轧缺陷、夹渣、铁素体珠光体带状组织及碳化物带状组织等。沿夹杂物扩展的珩磨管淬火裂纹2.1.2 材料含碳量和合金元 含碳量增加将降低马氏体的断裂强度。根据脆性固体理论断裂强度: 其中E、d值与含碳量相关,含碳量提高,马氏体中铁原子间结合力降低,弹形模量也降低,钢的断裂强度也随之降低。碳量增加,d值增加,使断裂强度降低。 而合金元素对珩磨管淬火裂纹的影响不一,例如Mn、Cr、V、Mo等元素与C一样,随其含量的增加而淬裂倾向变大。然而,B元素较为特殊,B能有效地提高淬透性。稀土元素对淬裂的影响研究甚少,说法不一。适量的稀土元素可减少位错移动所需要的摩擦力,因而有降低脆性破断倾向的作用。稀土元素富集于晶界,可净化和强化晶界,使P等杂质难以再偏集于晶界,可能起到减轻沿晶断裂的作用。滚压管


西藏林芝珩磨管油缸管绗磨管珩磨管淬火冷却的影响在珩磨管淬火冷却时,在两个温度范围内必须注意控制冷却速度。其中一个区域是为了完全珩磨管淬火硬化而需要快冷的临界区域,为了使零件淬硬,在临界区应当急冷。另一个区域是容易产生珩磨管淬火裂纹的低温区,在MS点温度以下,在这个温度区间发生奥氏体向马氏体的转变,体积膨胀,产生第二类畸变、第二类应力及宏观热处理应力,可能导致珩磨管淬火裂纹,因此称危险区。在危险区应当尽量慢冷,以缓和珩磨管淬火内应力。珩磨管淬火临界区和危险区示意图 珩磨管淬火后加工处理零部件珩磨管淬火后多进行加工处理。按加工处理的性质可分为热加工、机械加工和化学加工三类,以及它们的综合应用。淬后加工处理导致形成裂纹的过程是一个珩磨管淬火宏观、微观内应力和显微裂纹与淬后加工过程中出现的负荷应力或内应力之间发生相互作用的过程。滚压管
