

对于螺旋管规格表现货报价产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
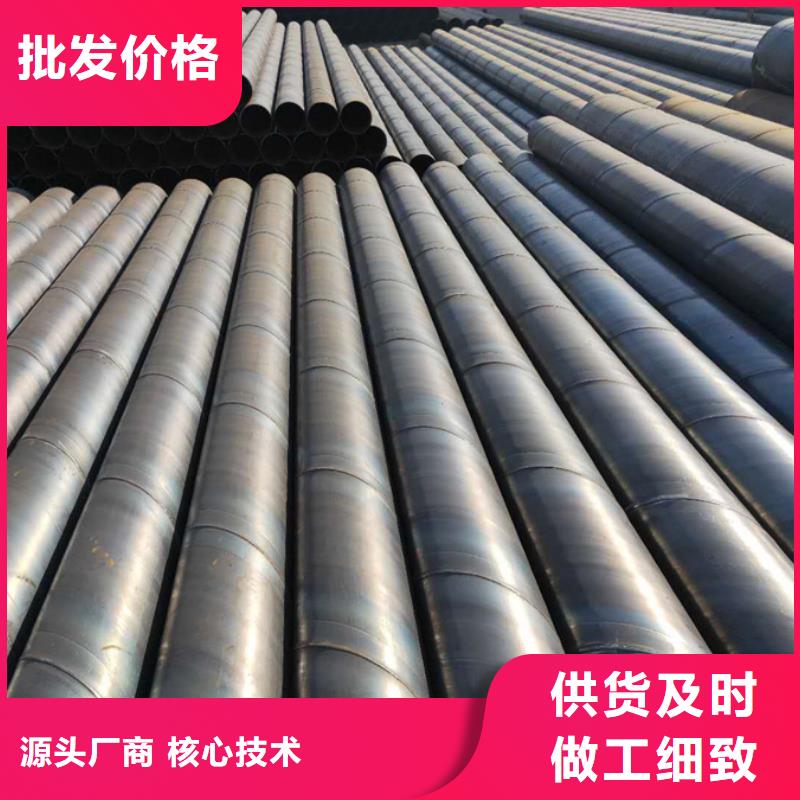
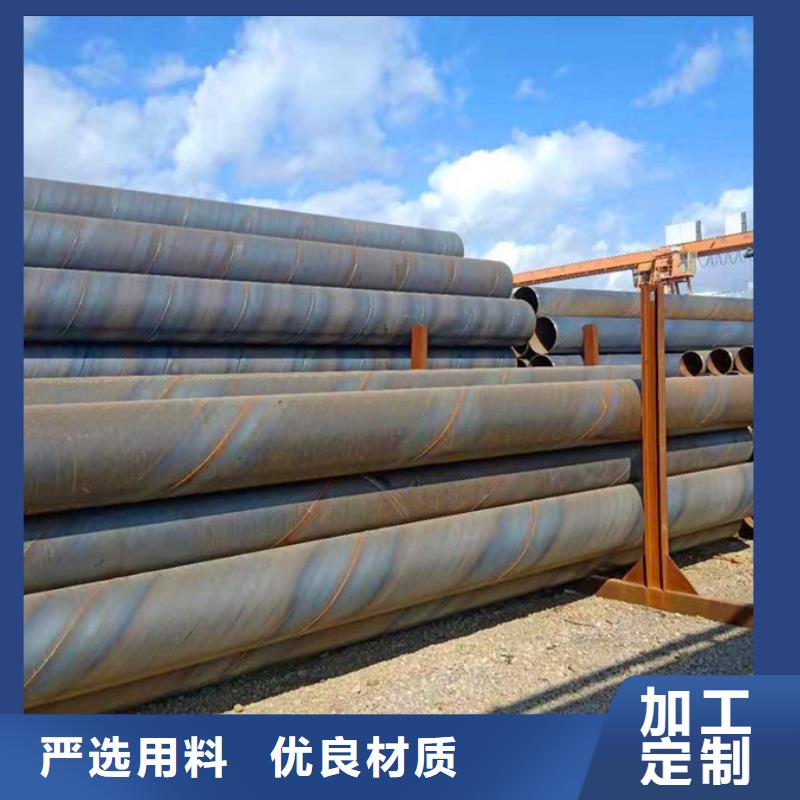
以下是:螺旋管规格表现货报价的图文介绍
然后,加热到规定温度,或进行炉冷(退火);或将炉门打开,青海果洛螺旋管-保温螺旋钢管-大口径螺旋钢管-Q235B螺旋钢管-螺旋钢管厂实行空冷(正火,回火):或者为了进行水冷(固溶处理。淬火)将台车拖出炉外。炉子设备简单,投资少,适于生产量较小的热处理。操作的仲缩性强,易于安排。但是,炉温分布不均是难于避免的。虽然也有在炉顶安装搅拌风机的炉子,但也不能解决问题,因为管子是堆积在一起的,其加热速度和速度往往有很大差异。螺旋钢管为了弥补加热不均的影响,不得不延长在炉时间,致使热处理效率低,可靠性差。由于热处理过程中管子是固定不动的,有易产生弯曲的缺点。车底式炉子的台数有逐年减少的倾向。是车底式光亮热处理炉示例,连续式炉将管料连续地装入固定的加热装置中,从另一侧出料。钢管的这种搬运方法是连续式炉子的特征。顺着管子线往炉内送料的有:筒形炉,辊底式炉;与管轴线成90°角往炉内送料的有步进式炉。



2.青海果洛防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.青海果洛防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.青海果洛防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.青海果洛防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.青海果洛镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。



苏沪金属制品有限公司从事 青海果洛09CuPCrNi-A钢板十年有余,产品优质好价,赢得大量客户长期信赖。公司始终坚持“以科技求进步、以质量求生存、以管理求效益、以诚信求市场”的经营宗旨。不仅严控产品质量和售前售后服务,同时也加强自身科技研发,为客户提供更专业的服务。持续为客户需求努力创新,实现客户发展价值z u i大化。


1、青海果洛镀锌螺旋管气泡 气泡经常出现在焊道的中心,而氢仍然以气泡的形式隐藏在焊缝金属中。主要原因是焊丝和焊剂表面有水分,未经干燥处理直接使用。另外,焊接过程中电流小,焊接速度过快,也会加速金属的凝固。 2、青海果洛镀锌螺旋管咬边 V形坡口沿焊缝中心线在焊缝边缘出现,主要是由于焊接速度、电流、电压等条件不当,焊接速度过高而不适合产生边缘咬边缺陷。 3、青海果洛镀锌螺旋管热裂纹 产生热裂纹的原因是焊接应力大,或焊接金属中硅元素含量高。另一个是硫磺裂缝。坯料为强硫偏析带板(属软沸腾钢)。在焊接过程中,硫化物进入焊缝金属并产生裂纹。 4、青海果洛镀锌螺旋管焊透度不足 内外焊接金属的重叠度不够,有时未焊透等。


