


【全新视界!】小口径焊管12米定尺产品视频,带你领略产品新风尚!
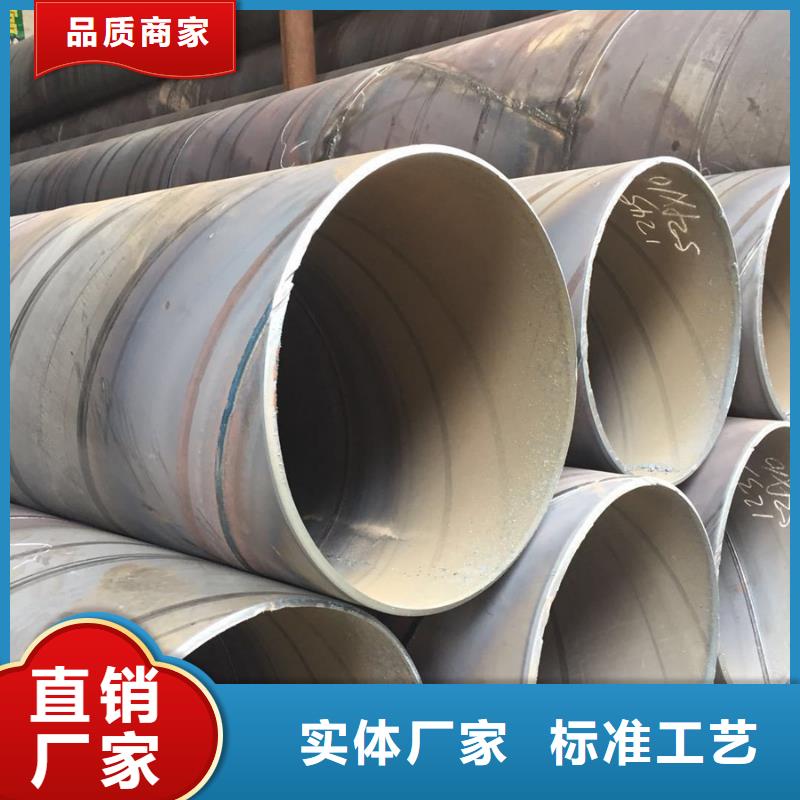
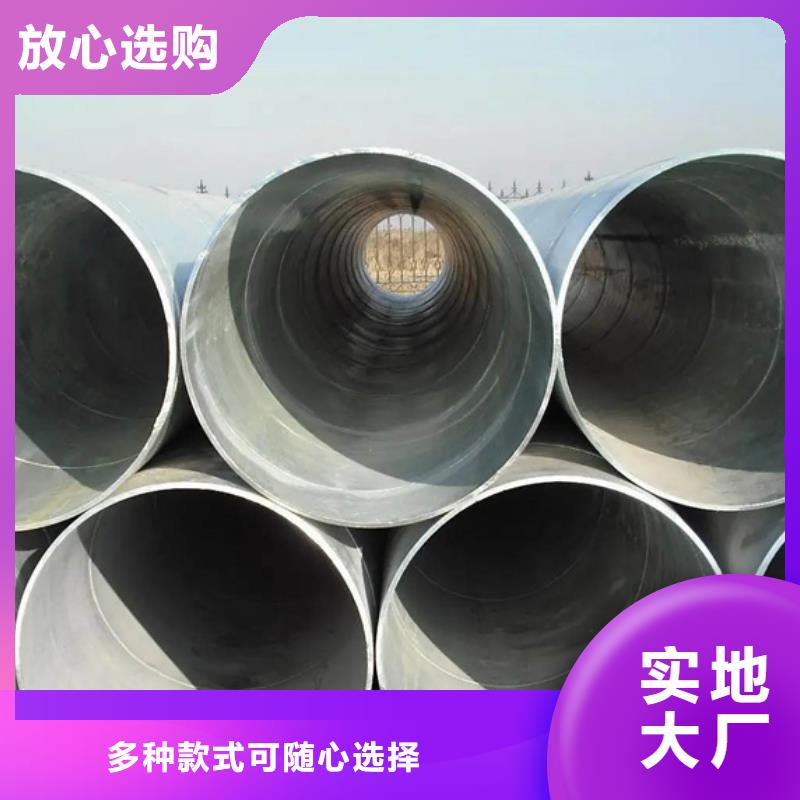
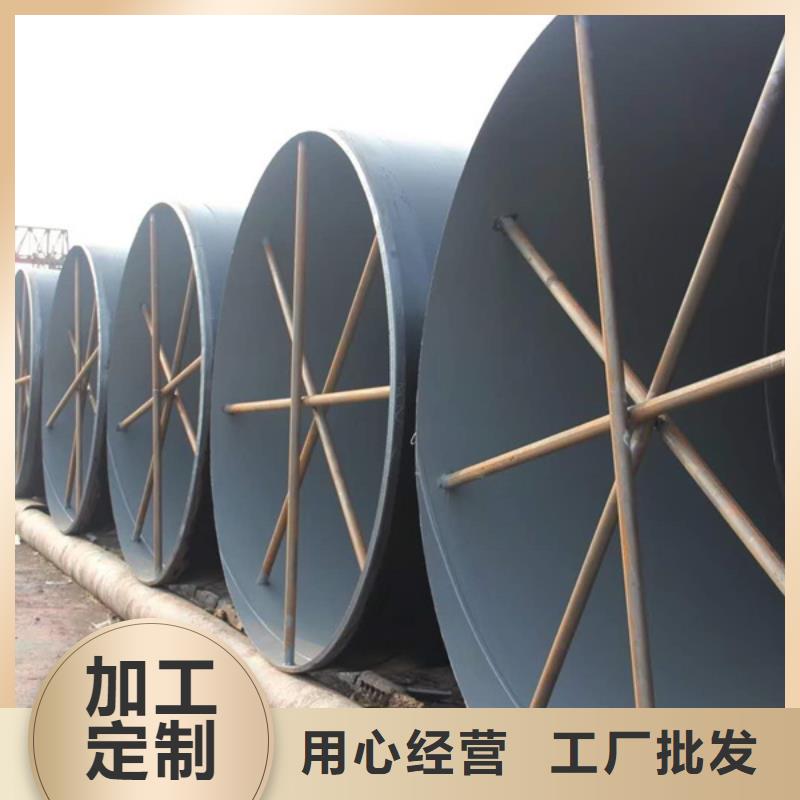
以下是:小口径焊管12米定尺的图文介绍


3.新疆大口径螺旋管发泡聚氨酯层:确保物质温度,确保外护管表面维持常温。 4.新疆大口径螺旋管隔绝、反射层:确保有机泡沫材料不进入无机硬质耐热层;反射耐热层部分热量。 5.新疆大口径螺旋管无机硬质隔热层:耐热,确保与有机隔热层之间的页面温度,确保泡沫不被碳化。 6.新疆大口径螺旋管减阻层:确保工作钢管热涨冷缩随意运动。 7.新疆大口径螺旋管工作钢管:确保输送物质正常流动。



苏沪金属制品有限公司位于“【新疆09CuPCrNi-A钢板】之乡”的新疆,公司拥有一支从事【新疆09CuPCrNi-A钢板】产品研发、设计、制造的技术队伍,技术力量雄厚。
公司长期专注于【新疆09CuPCrNi-A钢板】设计制造,以“产品就是人品”、“真材实料“为行为准则,建立起完善的质量管理体系,以精密制造、精细管理、精心服务赢得了国内外市场信赖。 在用户心目中树立了高品质【新疆09CuPCrNi-A钢板】重服务的形象。
公司恪守“用心管理,精心制造,放心使用,热心服务”的质量方针,坚持以诚取信、以人为本,俱荣同生、合作共赢原则,与客户共同发展,共创辉煌!


2.新疆防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.新疆防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.新疆防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.新疆防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.新疆镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。



采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。 三. 其它的成形方法 除上述三种常用的成形工艺以外,无缝弯头成形还有采用将管坯挤压到外模后,再通过管坯内通球整形的成形工艺。但这种工艺相对复杂、操作麻烦,且成形质量不如前述工艺,故较少采用。 新疆防腐螺旋管弯头只能做小口径的,如果管子规格太大,很难买到成品冲压弯头,只能使用焊接弯头。由于焊接弯头焊缝更多,所有使用性能不如冲压弯头,容易被腐蚀漏。且由于冲压弯头是成批生产,所以价格上较焊接弯头便宜。现在有精铸弯头,可以做316L的,抗腐蚀性能更好。


