您的位置>首页 >湖州本地新闻中心 >
乐东县6+6复合耐磨钢板厂家定制加工
发布时间: 2024-04-28 17:03:41
以下是:乐东县6+6复合耐磨钢板厂家定制加工的产品参数
| 产品参数 |
|---|
| 产品价格 | 600/平米 |
|---|
| 发货期限 | 1天 |
|---|
| 供货总量 | 50000 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1平方 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 多麦金属 |
|---|
| 产品规格 | 1400*3400 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 支持 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 矿山 机械 水泥 火电厂 |
|---|
以下是:乐东县6+6复合耐磨钢板厂家定制加工的图文视频
导读 乐东县6+6复合耐磨钢板厂家定制加工,湖州【多麦金属】高锰耐磨耐候钢板生产厂家为您提供乐东县6+6复合耐磨钢板厂家定制加工,联系人:朱经理,电话:13821827773、13821827773,QQ:1946909636,请联系湖州【多麦金属】高锰耐磨耐候钢板生产厂家,发货地:经济技术开发区创业大厦B塔310发货到湖州。 浙江省,湖州市 湖州市是一座具有2000多年历史的江南古城。公元前248年,春申君黄歇徙封于此,在此筑城,始置菰城县,以泽多菰草故名;公元602年,置州治,以滨太湖而名湖州,湖州之名从此始。湖州市是国家历史文化名城,是近代湖商的发源地,素有“丝绸之府、鱼米之乡、文化之邦”的美誉;钱山漾遗址开启了4000多年的世界养蚕织丝史,被命名为世界丝绸之源。湖州市地势大致由西南向东北倾斜,西部多山,东部为平原水网区,是全国的粮食、蚕茧、淡水鱼、毛竹的主要产区和重要生产基地。湖州市境内有众多的自然景观和历史人文景观,如莫干山、南浔古镇等。
通过展示用户在不同环境下使用乐东县6+6复合耐磨钢板厂家定制加工产品的场景,视频充分证明了产品的适应性和稳定性,为您提供了有力的购买依据。
以下是:乐东县6+6复合耐磨钢板厂家定制加工的图文介绍

湖州Q460C钢板
【多麦金属】高锰耐磨耐候钢板生产厂家
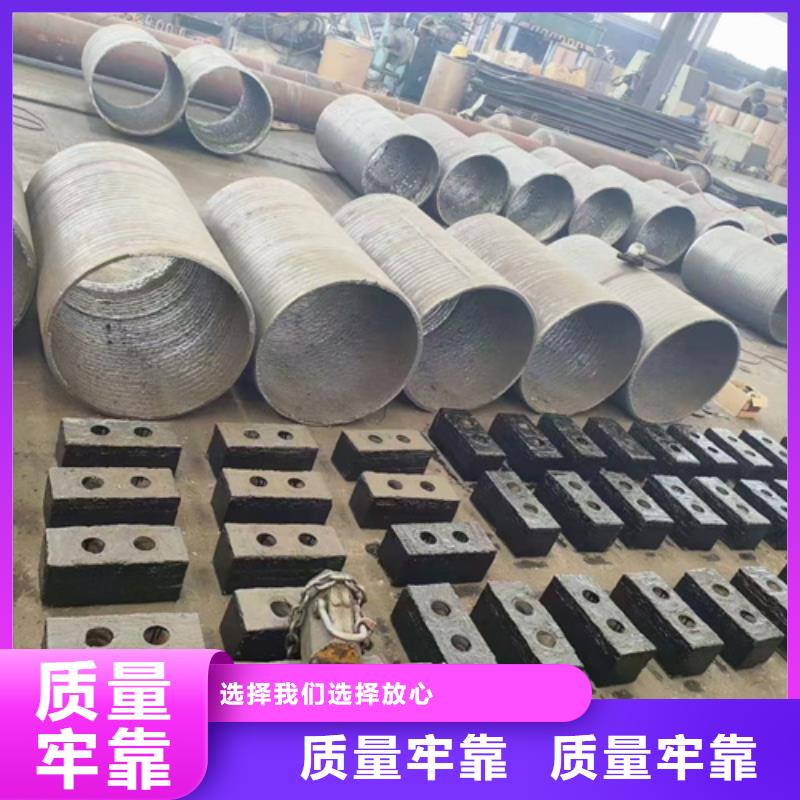
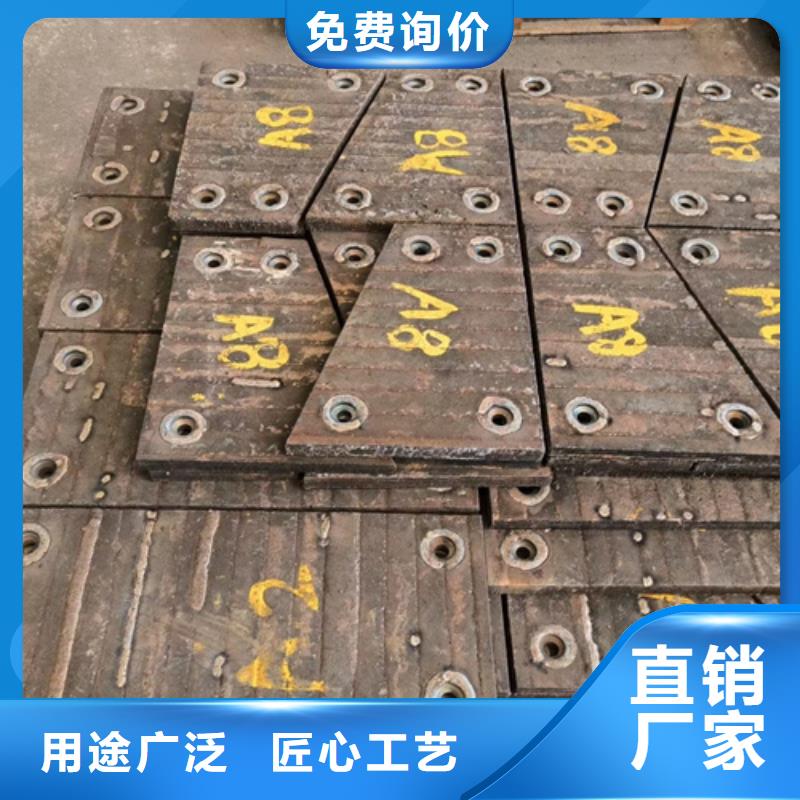
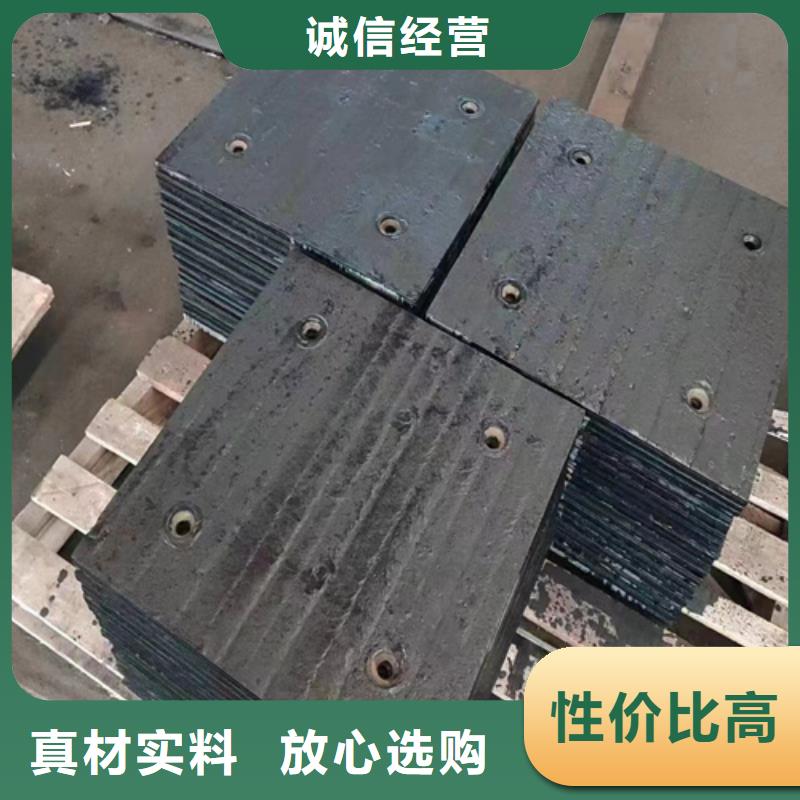
堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板


厂家实力
多年湖州Q460C钢板行业经验源头工厂只为您提供更优质的产品

优选原材
湖州Q460C钢板材料严格筛选确保品质出厂经过多层质检

按需定制
湖州Q460C钢板款式多样一站式采购多年贴心售后
湖州Q460C钢板的图文介绍
合作共赢品质可靠

湖州【多麦金属】高锰耐磨耐候钢板生产厂家作为一家集研发、生产和销售于一体的企业,在 Q460C钢板行业近10年以来不管是在 Q460C钢板的生产,还是技术应用上都积累了丰富的经验。 Q460C钢板质量优异,售后服务周到,深受广大用户好评。

【多麦金属】高锰耐磨耐候钢板生产厂家
总结 乐东县6+6复合耐磨钢板厂家定制加工,湖州【多麦金属】高锰耐磨耐候钢板生产厂家为您提供乐东县6+6复合耐磨钢板厂家定制加工的最新资讯,联系人:朱经理,电话:13821827773、13821827773,QQ:1946909636,发货地:经济技术开发区创业大厦B塔310。