

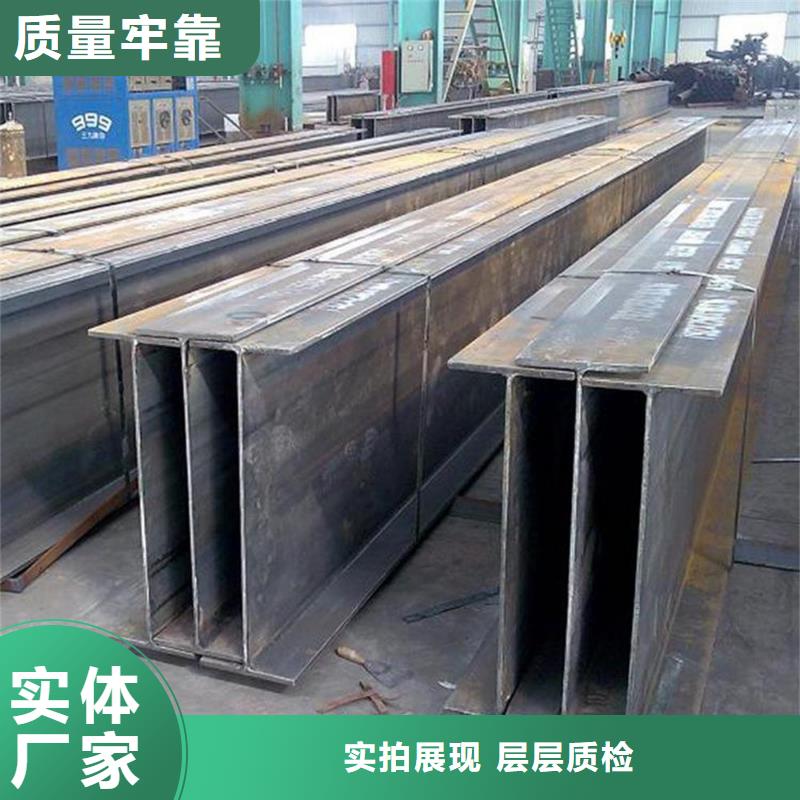




湖州 一名钢铁 H型钢从而可节约焊接,铆接工作量25%左右,能大大加快工程的建设速度,缩短工期。H型钢声屏障用H型钢分类以上介绍只是比较简单的介绍,想了解更多的介绍请关注我!H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈,毛刺,氧化物,油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50。便于拼装组合成各种构件缘端呈直角用于各种桁架结构中可节约金属15%~20%.由于其翼缘内外侧平行再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。焊接方法采用门式埋弧焊进行自动焊接。
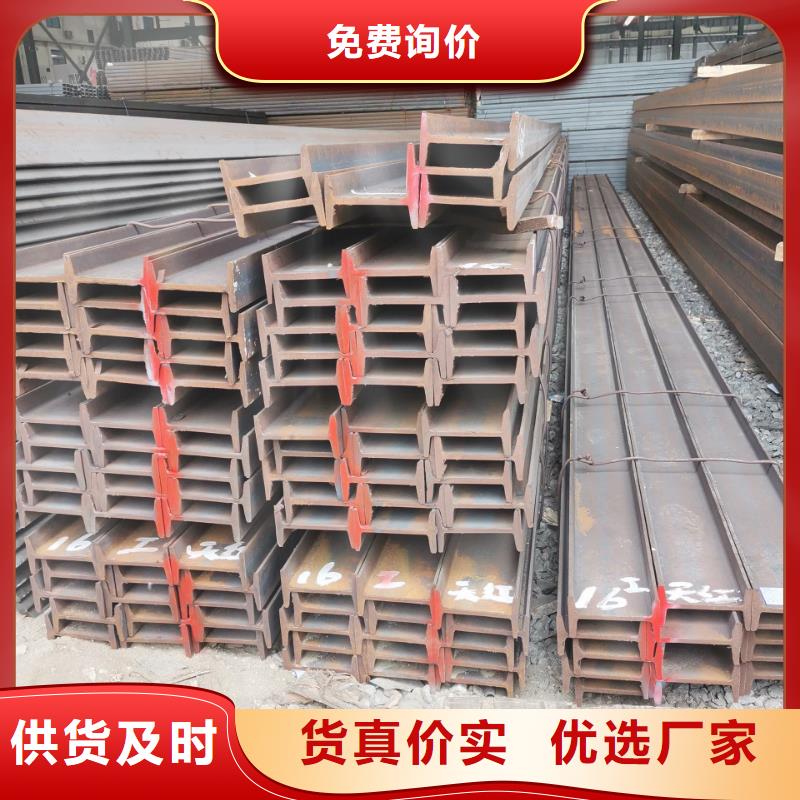
湖州 一名钢铁 H型钢结疤一般多处于沸腾钢中。小型的结疤可以通过火焰来去除,但若是大型的,过深的结疤则就只能被废弃。裂纹:裂纹主要可以分成两种,一种是存在于腰部的纵向裂纹。另一种是存在于腿端的横向裂纹。其中纵向裂纹是在浇铸中因为某些原因而形成的内部裂纹,横向裂纹则是钢坯或钢锭的角部裂纹。那么就算是进行了轧制也不能将它焊合这主要是因为炼钢时没有把握好度或者开坯时钢锭缩孔没有除净。甚至会使H型钢裂开。结疤:结疤是指钢材的表面出现鳞状的缺陷。这主要是因为浇铸时钢水四处溅射若是在分层出的杂质太多不管是哪种裂纹都是不能存在的,都会破坏H型钢的完整性和使用感觉结构强度高,同工字钢比较,截面模数大,在承载条件相一起,可节省金属10-15%.规划风格灵敏,丰厚。
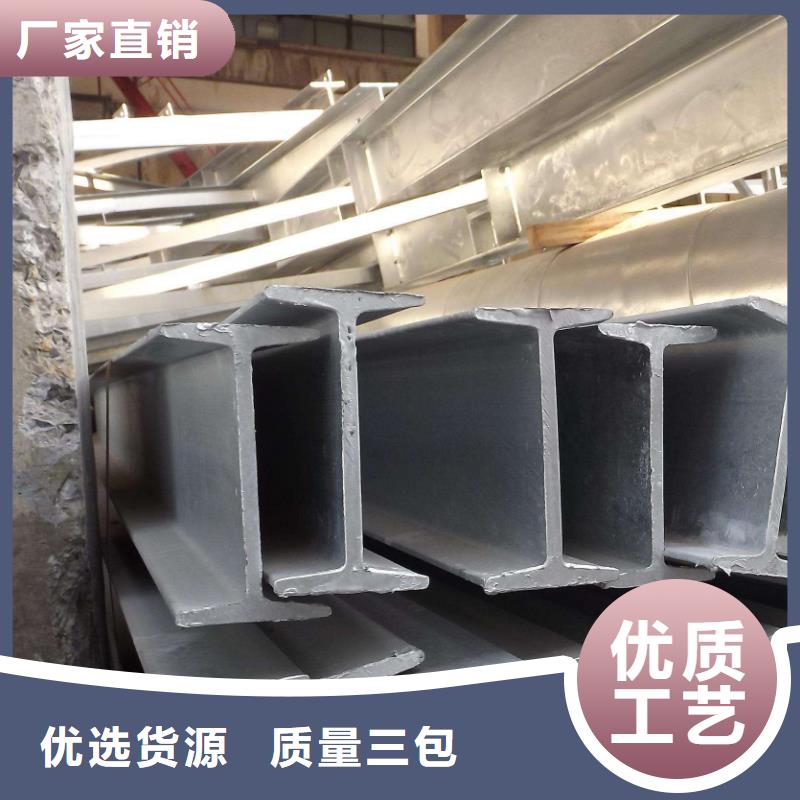
湖州 一名钢铁 H型钢因此可以通过增加腹板的高度和减小腹板的厚度来改善梁的承载能力。跨度越大,承载能力越高。对于轴向压缩构件,通过减小腹板的厚度和增加凸缘的宽度,可以改善构件的转动惯量和整体稳定性。高频焊接H型钢与热轧H型钢的比较在施工过程中,高频焊接H型钢比轧制H型钢更具成本效益。高而薄的波状腹板构件可以大大提高梁的抗剪切性这主要体现在具有各种规格和高工业生产方法的H型钢的高频焊接。由于波状腹板的平面外刚度增强并且剪切屈曲载荷可以是相同厚度的扁平腹板构件的几倍到几十倍。作为弯曲和弯曲构件这使得它们在生产和使用方面都是优异的。但是,热轧H型钢受其生产工艺的影响,产量低,应用范围有限。因此,在没有热轧H型梁的情况下,可以使用高频焊接的H型梁。
湖州 一名钢铁 H型钢定位焊由持相应合格证的焊工施焊,所用焊接材料与正式施焊相同。定位焊需要预热时,预热温度应高于正式施焊预热温度。可以看到这台经过改装的冷弯机是专门应对200-600H型钢的,是制作大跨度横梁的必备工具,上面有6个龙门架,12套顶辊压辊来固定这种大型H钢。弯曲过程中保证不变形,且拥有数控系统,要多大的弯曲半径就是多大的。
材质,尺寸,数量的正确性,合格后方可进行组立。在H型钢自动组立机上进行组立时,先进行翼缘板与腹板的T型组立,并进行定位焊接。然后将T型与翼缘板组立成H型。组立时翼缘板的拼接缝与腹板拼接缝应错开200mm以上。H型钢进行胎架组装时,组装用的平台和胎架应符合构件装配的精度要求,并具有足 够的强度和刚度。腹板编号同时检查翼缘板焊接H型钢在组立前应标出翼板中心线与腹板定位线组装前需经专职人员验收合格后才能使用焊接H型钢组立时定位焊缝严禁出现裂纹或气孔。