


以下是我们上传的35crmo精密钢管生产厂家欢迎订购实拍视频,您可以点击观看。
以下是:35crmo精密钢管生产厂家欢迎订购的图文介绍


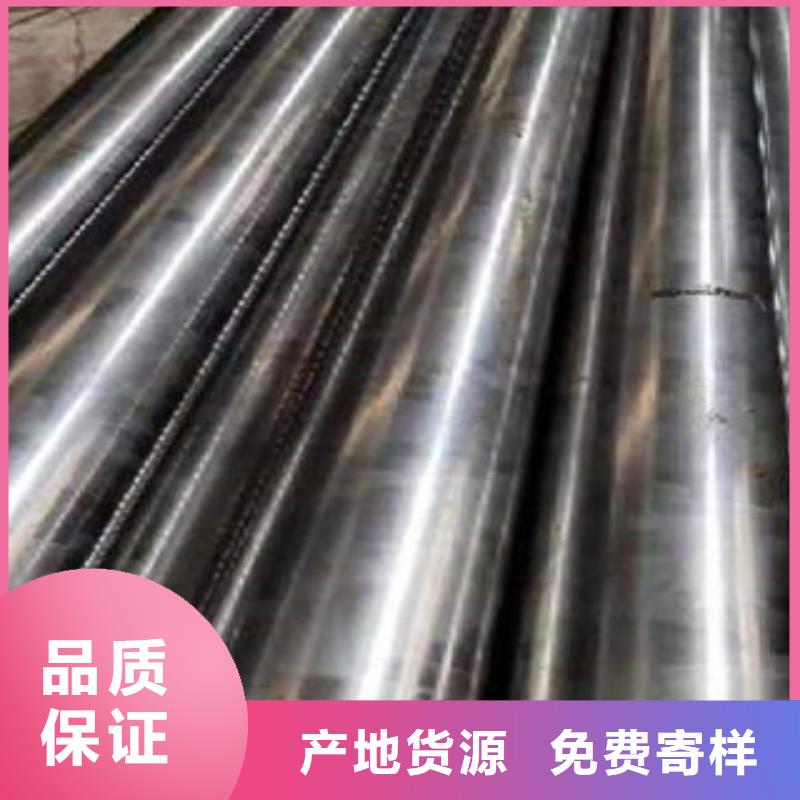
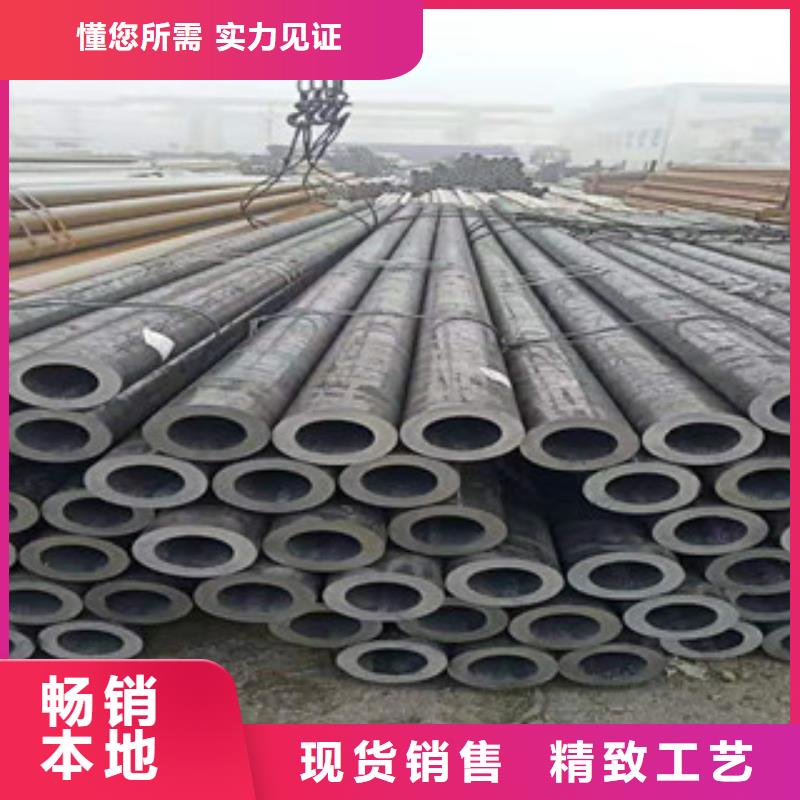
精密钢管是用实心管坯经穿孔后轧制的,按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。 精密钢管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产精密钢管是较先进的方法。 若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。



挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。精密管的焊接工艺。工艺:精密管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。


精密光亮管要有很大的心,还要注意相关的保障作用,这样的话精密光亮管行业才能够有更大的业绩,获得比较好的发展。在进行改革和不断地发展的道路上要进行实事求是的去发展,注意搞好环境,这样的话厂家才能够抓住行情进行发展起来的!
精密光亮管现在的产量已经是很大的,就是全球不生产的话也是能够使得全世界使用好多年的。在行业不景气的行情之下,我国的精密光亮管厂家也是不停地进行生产的,生产量是急剧的在增加的,增加的产量和厂家的数量都是同时在增加的,也就是说现在精密光亮管是不缺乏数量而是缺少质量,尤其是生产方式要向着智能化的生产方式进行转变,这样的话精密光亮管行业才有着更好地发展的。
精密光亮管现在的产量已经是很大的,就是全球不生产的话也是能够使得全世界使用好多年的。在行业不景气的行情之下,我国的精密光亮管厂家也是不停地进行生产的,生产量是急剧的在增加的,增加的产量和厂家的数量都是同时在增加的,也就是说现在精密光亮管是不缺乏数量而是缺少质量,尤其是生产方式要向着智能化的生产方式进行转变,这样的话精密光亮管行业才有着更好地发展的。



江泰钢材有限公司从 韶关曲江铅帽产品选料到产品出厂入库封存每一个细节保持较高水准的操作守则,确保产品从出库到厂房的无损性,保质性,以及合格性。

