

想要快速了解高压K7球墨铸铁管产品?视频给你直观的感受!
以下是:高压K7球墨铸铁管的图文介绍

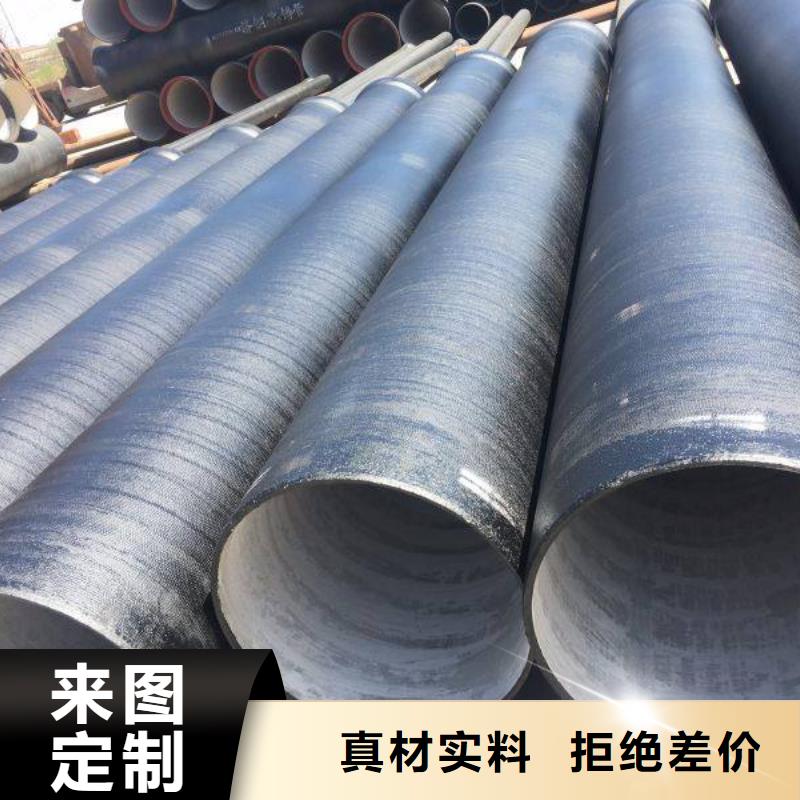
水平连铸球墨铸铁型材的制造方法是将严格选择的原辅料经冲天炉或感应炉熔化处理后的铁水,倒入保温炉内,铁水流入安装在保温炉下方的短结晶器中,并被激冷凝固成一定强度的外壳后,用牵引机拉拔成型材。保温炉内的熔融铁水,在牵引机拉拔的同时,又不断地补充到结晶器内冷却凝固,如此不断运作,生产出铸铁型材。不同形状的结晶器和不同的生产工艺,可以生产不同截面,不同材质的铸铁型材。当然,假设会开发加工它的更快和更好的方法。新型、先进的机床正运转比以往更快,大约比10 年前快了1000 表面英尺(305m)/min。传统的观点认为,在铸铁加工领域,更高的速度意味着劳动密集和成本高昂的刀具磨损。然而,当今对于专业技术和广泛现场试验的应用证明提高机床性能并没有排斥铸铁的使用。实际情况却是恰恰相反的。不论是因为高速加工——或者可能就是因为高速加工——我们现在正提供刀具经济性的创新水平,其特征是耐磨的刀片和长寿命的刀体。




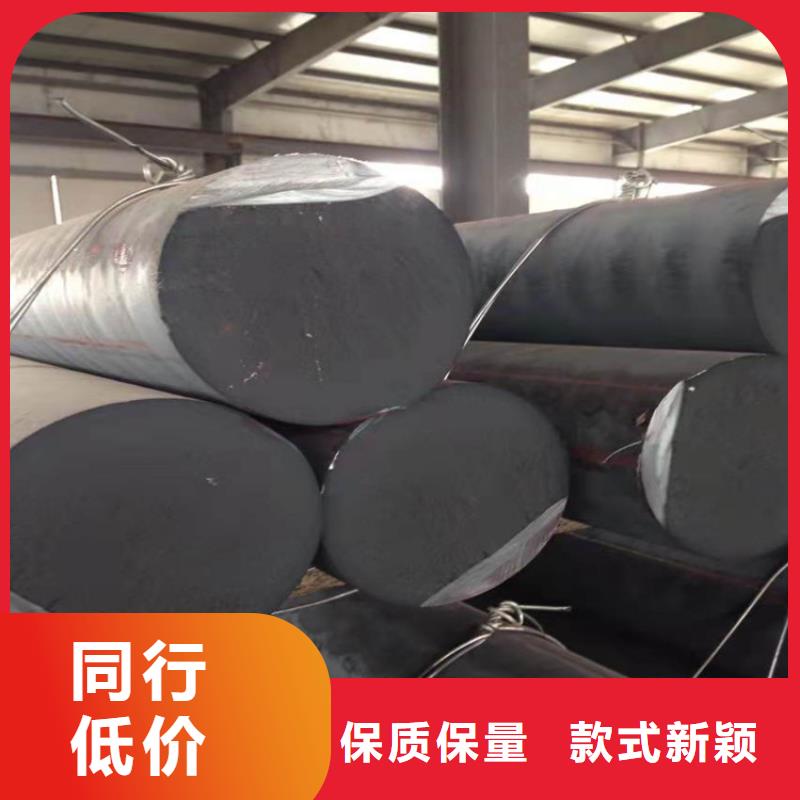
广东中山球墨铸铁型材的球化率是炉前检验球铸铁棒材在其生产过程中是不可缺少的一环,直接关系到球墨铸铁型材的质量。而及时、准确判断铁液的球化情况,可以迅速采取措施控制球墨铸铁棒质量。炉前误判将会造成大量铸件报废,浪费造型工时,因此炉前的及时、准确判断球化情况比炉后检验重要得多。下面飞翔铸造小编就实际生产中常用的炉前检验铁液球化情况来总结的一些经验有以下方法。常见的有表面结皮及火苗判断法。稀土镁球墨铸铁含镁量较低,又有稀土元素,铁液表面和纯镁球墨铸铁不一样,表面没有那么多氧化皮,火苗也没有那么多而有力。注意的是,当补加1/3铁液时液面会逸出镁光及白**火苗,形如烛火。根据火苗数量、高度判断球化情况及镁残余量,火苗越高、越有力,说明球化良好。尤其是在浇注时,从铁液流中可以看到**火,如高度达25~ffice:smarttags"/>50mm,即球化良好;若火苗低于15mm,则球化较差。从处理后的球墨铸铁铁液表面看,形成氧化膜,并有银白色滚动的亮点,即为球化良好。但氧化膜太厚,则表示铁液温度低。
